多孔碳陶瓷化改进反应熔渗法制备陶瓷基复合材料研究进展
赵日达, 汤素芳
无机材料学报
2024, 39 ( 6):
623-633.
DOI:10.15541/jim20230608
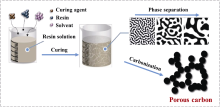
连续纤维增强陶瓷基复合材料具有高强韧、耐氧化的特性, 现已成为航空航天领域重要的高温结构候选材料。反应熔渗法可实现陶瓷基复合材料的大规模、短周期和低成本制备, 是目前最具有商业化前景的技术之一。然而, 传统反应熔渗法制得陶瓷基复合材料存在着基体碳残留、纤维刻蚀等问题, 导致材料力学与氧化-烧蚀性能不佳。为突破传统碳基体陶瓷化程度低的局限性, 相关研究人员采用碳基体孔结构构筑方法, 通过多孔碳基体取代传统熔渗预制体中致密碳基体, 以促进碳基体的陶瓷化转变及反应熔体的消耗, 进而实现陶瓷基复合材料的性能优化。本综述介绍了采用多孔碳陶瓷化策略制备SiC陶瓷、SiC/SiC复合材料、C/SiC复合材料及超高温陶瓷基复合材料的相关研究进展, 并且通过与传统反应熔渗法对比, 验证了多孔碳陶瓷化策略的优势, 同时总结了相关多孔碳基体制备方法的发展演变过程, 最后针对先进陶瓷基复合材料的基础理论与工艺技术需求, 对多孔碳陶瓷化改进反应熔渗法的未来发展方向进行了展望。

View image in article
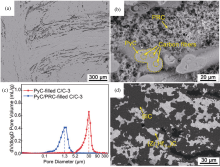
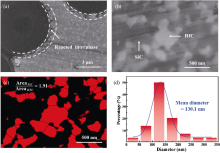
图1
用于制备(a-d) SiC[24⇓⇓-27], (e) SiC/SiC[33], (f, g) C/SiC[31,39]及(h) C/SiC-ZrC[18]的多孔碳典型形貌
正文中引用本图/表的段落
相关研究表明, RMI工艺缺陷的本质原因在于传统碳/硼基体的陶瓷化程度过低。基于该原因, 大量未反应基体残留于陶瓷基复合材料内部; 同时, 由于反应熔体消耗量较少, 大量反应熔体残留于孔道中并刻蚀相邻纤维。相比于传统的大尺寸且致密的碳/硼基体, 微米或亚微米级的多孔基体具有比表面积大、骨架颗粒小及反应活性高等优点, 通过引入多孔基体替代或部分替代大尺寸致密基体的方法可在一定程度上促进预制体基体与熔体的充分反应。自20世纪70年代Hucke首次采用硅或硅合金熔渗多孔碳材料制得碳化硅陶瓷[23], 多孔碳陶瓷化的策略相继为传统反应烧结(制备陶瓷材料)[24??-27]与RMI(制备陶瓷基复合材料)[28???????????-40]的工艺优化提供了新思路。美国航空航天局(NASA)[28-29]、德国宇航中心(DLR)[30]、中国科学院上海硅酸盐研究所[31?-33]、西北工业大学[34]、中南大学[35]、航天材料及工艺研究所[36]、航天特种材料及工艺技术研究所[37]及中国科学院金属研究所[38?-40]等国内外单位均采用多孔碳陶瓷化策略(陶瓷化的多孔碳典型形貌如图1所示), 通过调节基体结构促进其陶瓷化转变, 降低未反应熔体/基体的含量, 降低纤维的刻蚀程度, 以优化陶瓷基复合材料的综合性能。本文将系统总结多孔碳陶瓷化策略制备SiC陶瓷材料、SiC基复合材料及超高温陶瓷基复合材料的相关工作, 并展望多孔碳陶瓷化策略制备陶瓷基复合材料的未来发展。
多孔碳陶瓷化策略目前已被广泛应用于陶瓷基复合材料的制备中, 经国内外相关研究人员研究, 多孔碳陶瓷化改进RMI比传统RMI具有明显的技术优势, 可在不影响制备周期与成本的基础上促进碳基体的陶瓷转化以及反应熔体的消耗, 所制得SiC/SiC复合材料、C/SiC复合材料及超高温陶瓷基复合材料具有明显的力学及抗氧化、抗烧蚀性能优势, 多孔碳陶瓷化策略为高性能陶瓷基复合材料的低成本、短周期、规模化制备提供了选择.然而, 多孔碳陶瓷化策略制备陶瓷基复合材料的研究工作尚在起步阶段, 其发展依然任重道远.具体而言, 多孔碳陶瓷化技术在以下几个方面需要加强研究: ... 碳纤维增强超高温陶瓷基复合材料的多相反应制备与抗烧蚀性能 1 2023 ... 随着航空航天技术的快速发展, 飞行器服役环境愈发恶劣[17-18], 对复合材料使役性能的要求也越加严苛; 同时, 随着航空航天产业规模的逐年增长, 复合材料产品的需求与日俱增.因此, 开发高性能陶瓷基复合材料的低成本、短周期、规模化制造技术成为现阶段该材料领域面临的主要挑战.碳化硅陶瓷基复合材料与超高温陶瓷基复合材料的主要制备方法包括浆料浸渍法(Slurry infiltration, SI)[19-20]、化学气相渗透法(Chemical vapor infiltration, CVI)[9]、前驱体浸渍裂解法(Polymer infiltration and pyrolysis, PIP)[10,21]以及反应熔渗法(Reactive melt infiltration, RMI)[18,22]等.其中, RMI的基本原理为: 熔融金属或者合金在毛细作用力的驱动下渗入预制体的孔隙中并与预制体的碳/硼基体发生原位反应生成陶瓷相, 从而获得陶瓷基复合材料.RMI工艺成本较低, 是目前最具有商业化前景的技术之一, 有望大规模、低成本制备陶瓷基复合材料[2].然而, 在该工艺过程中渗入的熔体可与纤维发生反应, 进而损伤纤维, 因此RMI制得的陶瓷基复合材料力学性能较差.此外, 由于渗入熔体与预制体中的碳/硼基体无法完全反应, 所制得陶瓷基复合材料内部会残留有大量过剩熔体及未反应的碳/硼基体, 这严重影响了材料的高温力学性能与长时间抗氧化、抗烧蚀性能.因此, 如何克服该工艺过程中纤维损伤以及反应熔体、碳/硼基体残留等缺陷, 在保留其天然技术优势的同时提升复合材料的性能成为众多学者的研究热点. ... 浆料注射法制备Cf/SiC-ZrC复合材料的力学和抗氧化性能 1 2022 ... 随着航空航天技术的快速发展, 飞行器服役环境愈发恶劣[17-18], 对复合材料使役性能的要求也越加严苛; 同时, 随着航空航天产业规模的逐年增长, 复合材料产品的需求与日俱增.因此, 开发高性能陶瓷基复合材料的低成本、短周期、规模化制造技术成为现阶段该材料领域面临的主要挑战.碳化硅陶瓷基复合材料与超高温陶瓷基复合材料的主要制备方法包括浆料浸渍法(Slurry infiltration, SI)[19-20]、化学气相渗透法(Chemical vapor infiltration, CVI)[9]、前驱体浸渍裂解法(Polymer infiltration and pyrolysis, PIP)[10,21]以及反应熔渗法(Reactive melt infiltration, RMI)[18,22]等.其中, RMI的基本原理为: 熔融金属或者合金在毛细作用力的驱动下渗入预制体的孔隙中并与预制体的碳/硼基体发生原位反应生成陶瓷相, 从而获得陶瓷基复合材料.RMI工艺成本较低, 是目前最具有商业化前景的技术之一, 有望大规模、低成本制备陶瓷基复合材料[2].然而, 在该工艺过程中渗入的熔体可与纤维发生反应, 进而损伤纤维, 因此RMI制得的陶瓷基复合材料力学性能较差.此外, 由于渗入熔体与预制体中的碳/硼基体无法完全反应, 所制得陶瓷基复合材料内部会残留有大量过剩熔体及未反应的碳/硼基体, 这严重影响了材料的高温力学性能与长时间抗氧化、抗烧蚀性能.因此, 如何克服该工艺过程中纤维损伤以及反应熔体、碳/硼基体残留等缺陷, 在保留其天然技术优势的同时提升复合材料的性能成为众多学者的研究热点. ... Pitch resin addition induced evolution of composition, microstructure and mechanical property of C/C-SiC-ZrC composites 1 2022 ... 随着航空航天技术的快速发展, 飞行器服役环境愈发恶劣[17-18], 对复合材料使役性能的要求也越加严苛; 同时, 随着航空航天产业规模的逐年增长, 复合材料产品的需求与日俱增.因此, 开发高性能陶瓷基复合材料的低成本、短周期、规模化制造技术成为现阶段该材料领域面临的主要挑战.碳化硅陶瓷基复合材料与超高温陶瓷基复合材料的主要制备方法包括浆料浸渍法(Slurry infiltration, SI)[19-20]、化学气相渗透法(Chemical vapor infiltration, CVI)[9]、前驱体浸渍裂解法(Polymer infiltration and pyrolysis, PIP)[10,21]以及反应熔渗法(Reactive melt infiltration, RMI)[18,22]等.其中, RMI的基本原理为: 熔融金属或者合金在毛细作用力的驱动下渗入预制体的孔隙中并与预制体的碳/硼基体发生原位反应生成陶瓷相, 从而获得陶瓷基复合材料.RMI工艺成本较低, 是目前最具有商业化前景的技术之一, 有望大规模、低成本制备陶瓷基复合材料[2].然而, 在该工艺过程中渗入的熔体可与纤维发生反应, 进而损伤纤维, 因此RMI制得的陶瓷基复合材料力学性能较差.此外, 由于渗入熔体与预制体中的碳/硼基体无法完全反应, 所制得陶瓷基复合材料内部会残留有大量过剩熔体及未反应的碳/硼基体, 这严重影响了材料的高温力学性能与长时间抗氧化、抗烧蚀性能.因此, 如何克服该工艺过程中纤维损伤以及反应熔体、碳/硼基体残留等缺陷, 在保留其天然技术优势的同时提升复合材料的性能成为众多学者的研究热点. ... Influence of high temperature treatment of C/C porous preform on friction and wear behavior of C/C-SiC composites 1 2023 ... 随着航空航天技术的快速发展, 飞行器服役环境愈发恶劣[17-18], 对复合材料使役性能的要求也越加严苛; 同时, 随着航空航天产业规模的逐年增长, 复合材料产品的需求与日俱增.因此, 开发高性能陶瓷基复合材料的低成本、短周期、规模化制造技术成为现阶段该材料领域面临的主要挑战.碳化硅陶瓷基复合材料与超高温陶瓷基复合材料的主要制备方法包括浆料浸渍法(Slurry infiltration, SI)[19-20]、化学气相渗透法(Chemical vapor infiltration, CVI)[9]、前驱体浸渍裂解法(Polymer infiltration and pyrolysis, PIP)[10,21]以及反应熔渗法(Reactive melt infiltration, RMI)[18,22]等.其中, RMI的基本原理为: 熔融金属或者合金在毛细作用力的驱动下渗入预制体的孔隙中并与预制体的碳/硼基体发生原位反应生成陶瓷相, 从而获得陶瓷基复合材料.RMI工艺成本较低, 是目前最具有商业化前景的技术之一, 有望大规模、低成本制备陶瓷基复合材料[2].然而, 在该工艺过程中渗入的熔体可与纤维发生反应, 进而损伤纤维, 因此RMI制得的陶瓷基复合材料力学性能较差.此外, 由于渗入熔体与预制体中的碳/硼基体无法完全反应, 所制得陶瓷基复合材料内部会残留有大量过剩熔体及未反应的碳/硼基体, 这严重影响了材料的高温力学性能与长时间抗氧化、抗烧蚀性能.因此, 如何克服该工艺过程中纤维损伤以及反应熔体、碳/硼基体残留等缺陷, 在保留其天然技术优势的同时提升复合材料的性能成为众多学者的研究热点. ... Research and development of reaction sintered silicon carbide 1 2004 ... 相关研究表明, RMI工艺缺陷的本质原因在于传统碳/硼基体的陶瓷化程度过低.基于该原因, 大量未反应基体残留于陶瓷基复合材料内部; 同时, 由于反应熔体消耗量较少, 大量反应熔体残留于孔道中并刻蚀相邻纤维.相比于传统的大尺寸且致密的碳/硼基体, 微米或亚微米级的多孔基体具有比表面积大、骨架颗粒小及反应活性高等优点, 通过引入多孔基体替代或部分替代大尺寸致密基体的方法可在一定程度上促进预制体基体与熔体的充分反应.自20世纪70年代Hucke首次采用硅或硅合金熔渗多孔碳材料制得碳化硅陶瓷[23], 多孔碳陶瓷化的策略相继为传统反应烧结(制备陶瓷材料)[24??-27]与RMI(制备陶瓷基复合材料)[28???????????-40]的工艺优化提供了新思路.美国航空航天局(NASA)[28-29]、德国宇航中心(DLR)[30]、中国科学院上海硅酸盐研究所[31?-33]、西北工业大学[34]、中南大学[35]、航天材料及工艺研究所[36]、航天特种材料及工艺技术研究所[37]及中国科学院金属研究所[38?-40]等国内外单位均采用多孔碳陶瓷化策略(陶瓷化的多孔碳典型形貌如图1所示), 通过调节基体结构促进其陶瓷化转变, 降低未反应熔体/基体的含量, 降低纤维的刻蚀程度, 以优化陶瓷基复合材料的综合性能.本文将系统总结多孔碳陶瓷化策略制备SiC陶瓷材料、SiC基复合材料及超高温陶瓷基复合材料的相关工作, 并展望多孔碳陶瓷化策略制备陶瓷基复合材料的未来发展. ... Liquid-phase reaction-bonding of silicon carbide using alloyed silicon-molybdenum melts 4 1990 ... 相关研究表明, RMI工艺缺陷的本质原因在于传统碳/硼基体的陶瓷化程度过低.基于该原因, 大量未反应基体残留于陶瓷基复合材料内部; 同时, 由于反应熔体消耗量较少, 大量反应熔体残留于孔道中并刻蚀相邻纤维.相比于传统的大尺寸且致密的碳/硼基体, 微米或亚微米级的多孔基体具有比表面积大、骨架颗粒小及反应活性高等优点, 通过引入多孔基体替代或部分替代大尺寸致密基体的方法可在一定程度上促进预制体基体与熔体的充分反应.自20世纪70年代Hucke首次采用硅或硅合金熔渗多孔碳材料制得碳化硅陶瓷[23], 多孔碳陶瓷化的策略相继为传统反应烧结(制备陶瓷材料)[24??-27]与RMI(制备陶瓷基复合材料)[28???????????-40]的工艺优化提供了新思路.美国航空航天局(NASA)[28-29]、德国宇航中心(DLR)[30]、中国科学院上海硅酸盐研究所[31?-33]、西北工业大学[34]、中南大学[35]、航天材料及工艺研究所[36]、航天特种材料及工艺技术研究所[37]及中国科学院金属研究所[38?-40]等国内外单位均采用多孔碳陶瓷化策略(陶瓷化的多孔碳典型形貌如图1所示), 通过调节基体结构促进其陶瓷化转变, 降低未反应熔体/基体的含量, 降低纤维的刻蚀程度, 以优化陶瓷基复合材料的综合性能.本文将系统总结多孔碳陶瓷化策略制备SiC陶瓷材料、SiC基复合材料及超高温陶瓷基复合材料的相关工作, 并展望多孔碳陶瓷化策略制备陶瓷基复合材料的未来发展. ...
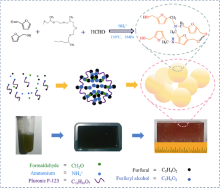
由上文可知, 经过数十年发展, 多孔碳陶瓷化制备碳化硅陶瓷材料的相关设计理念与技术方法已趋于成熟.同时, 由于航空航天领域对于纤维增强陶瓷基复合材料的迫切需求, 采用多孔碳陶瓷化策略制备碳化硅基复合材料的相关工作随之出现并得以发展.NASA格伦研究中心Singh等[ 28]将多孔碳基体引入带有碳界面的碳化硅纤维预制体中, 并采用Si-Nb2%(原子分数)合金进行熔渗, 获得致密的SiC/SiC复合材料.纤维顶出实验结果表明, 所制得复合材料的界面脱黏强度约为67 MPa, 界面摩擦应力约为60 MPa, 四点弯曲强度约为297 MPa.同时, Singh等[ 29]采用Si-Mo1.7%(原子分数)合金熔渗无保护界面的SiC/C预制体制得SiC/SiC复合材料, 由于多孔碳对熔体的充分消耗, 纤维损伤较小.纤维顶出实验结果表明, 该复合材料具有理想的弱界面结合, 平均脱黏应力在29~64 MPa范围.当测试温度从室温提高到800 ℃, 脱黏应力测试值几乎无变化, 表明材料中残余应力较小.DLR的Mainzer等[ 30]将含有 ?-萘酚的酚醛树脂浸渍到碳化硅纤维预制体中, 经固化、裂解后获得基体孔径为1~4 μm的碳化硅纤维增强碳泡沫, 渗硅后可获得基体近碳化硅化学计量比的SiC/SiC复合材料.由于碳泡沫对液硅的充分消耗以及BN x/SiN x界面的保护作用, 碳化硅纤维损伤较小.中国科学院上海硅酸盐研究所张俊敏等[ 33]通过改变造孔剂与树脂的比例调节多孔碳基体孔结构, 并选用造孔剂与树脂比例为0.2的树脂溶液, 在碳化硅纤维浸渍SiC浆料后进行浸渍-固化-裂解-渗硅, 最终制得SiC/SiC复合材料.与采用纯树脂溶液制备的SiC/SiC复合材料相比, 添加造孔剂可提高碳基体的陶瓷化程度, 制得材料具有更高的密度((2.61±0.05) g/cm3)、弯曲强度((200.50±7.33) MPa)及模量((79.19±0.65) GPa).同时, 张俊敏等通过简化的浸渗动力学模型计算得出: 未添加造孔剂的预制体熔渗过程中孔隙闭合时间约为36 s, 而添加造孔剂的预制体熔渗过程中孔隙闭合时间约为89 s ( 图3).孔隙闭合时间越长, 越有利于更多熔体渗入预制体内部, 进而提高基体碳的陶瓷转化率, 使得SiC/SiC具有更优的力学性能.西北工业大学郭广达等[ 34]采用糠醇和甲醛作为碳源, 以乙醇和P-123为溶剂和造孔剂, 以氨盐为固化剂, 通过溶胶-凝胶法在碳化硅纤维预制体中制得多孔树脂基体( 图4), 再经碳化后得到多孔碳材料.郭广达等同样将原料溶液浸入已浸渍SiC浆料的碳化硅纤维预制体, 获得具有相互连通孔隙的纤维增强碳化硅颗粒-多孔碳材料.将该材料渗硅后制得SiC/SiC复合材料的弯曲强度高达(808.7±10.2) MPa, 拉伸强度高达(317.4±12.4) MPa, 断裂韧性为(25.5±3.8) MPa·m1/2.而采用树脂碳为基体的预制体熔渗后获得的SiC/SiC复合材料的弯曲强度为(287.6±8.3) MPa, 拉伸强度为(183.3±4.6) MPa, 断裂韧性为(16.5±4.4) MPa·m1/2, 对比可知采用多孔碳陶瓷化策略制得材料的力学性能显著提高. ... Microstructure and mechanical properties of reaction-formed silicon carbide (RFSC) ceramics 6 1994 ... 相关研究表明, RMI工艺缺陷的本质原因在于传统碳/硼基体的陶瓷化程度过低.基于该原因, 大量未反应基体残留于陶瓷基复合材料内部; 同时, 由于反应熔体消耗量较少, 大量反应熔体残留于孔道中并刻蚀相邻纤维.相比于传统的大尺寸且致密的碳/硼基体, 微米或亚微米级的多孔基体具有比表面积大、骨架颗粒小及反应活性高等优点, 通过引入多孔基体替代或部分替代大尺寸致密基体的方法可在一定程度上促进预制体基体与熔体的充分反应.自20世纪70年代Hucke首次采用硅或硅合金熔渗多孔碳材料制得碳化硅陶瓷[23], 多孔碳陶瓷化的策略相继为传统反应烧结(制备陶瓷材料)[24??-27]与RMI(制备陶瓷基复合材料)[28???????????-40]的工艺优化提供了新思路.美国航空航天局(NASA)[28-29]、德国宇航中心(DLR)[30]、中国科学院上海硅酸盐研究所[31?-33]、西北工业大学[34]、中南大学[35]、航天材料及工艺研究所[36]、航天特种材料及工艺技术研究所[37]及中国科学院金属研究所[38?-40]等国内外单位均采用多孔碳陶瓷化策略(陶瓷化的多孔碳典型形貌如图1所示), 通过调节基体结构促进其陶瓷化转变, 降低未反应熔体/基体的含量, 降低纤维的刻蚀程度, 以优化陶瓷基复合材料的综合性能.本文将系统总结多孔碳陶瓷化策略制备SiC陶瓷材料、SiC基复合材料及超高温陶瓷基复合材料的相关工作, 并展望多孔碳陶瓷化策略制备陶瓷基复合材料的未来发展. ...
由上文可知, 经过数十年发展, 多孔碳陶瓷化制备碳化硅陶瓷材料的相关设计理念与技术方法已趋于成熟.同时, 由于航空航天领域对于纤维增强陶瓷基复合材料的迫切需求, 采用多孔碳陶瓷化策略制备碳化硅基复合材料的相关工作随之出现并得以发展.NASA格伦研究中心Singh等[ 28]将多孔碳基体引入带有碳界面的碳化硅纤维预制体中, 并采用Si-Nb2%(原子分数)合金进行熔渗, 获得致密的SiC/SiC复合材料.纤维顶出实验结果表明, 所制得复合材料的界面脱黏强度约为67 MPa, 界面摩擦应力约为60 MPa, 四点弯曲强度约为297 MPa.同时, Singh等[ 29]采用Si-Mo1.7%(原子分数)合金熔渗无保护界面的SiC/C预制体制得SiC/SiC复合材料, 由于多孔碳对熔体的充分消耗, 纤维损伤较小.纤维顶出实验结果表明, 该复合材料具有理想的弱界面结合, 平均脱黏应力在29~64 MPa范围.当测试温度从室温提高到800 ℃, 脱黏应力测试值几乎无变化, 表明材料中残余应力较小.DLR的Mainzer等[ 30]将含有 ?-萘酚的酚醛树脂浸渍到碳化硅纤维预制体中, 经固化、裂解后获得基体孔径为1~4 μm的碳化硅纤维增强碳泡沫, 渗硅后可获得基体近碳化硅化学计量比的SiC/SiC复合材料.由于碳泡沫对液硅的充分消耗以及BN x/SiN x界面的保护作用, 碳化硅纤维损伤较小.中国科学院上海硅酸盐研究所张俊敏等[ 33]通过改变造孔剂与树脂的比例调节多孔碳基体孔结构, 并选用造孔剂与树脂比例为0.2的树脂溶液, 在碳化硅纤维浸渍SiC浆料后进行浸渍-固化-裂解-渗硅, 最终制得SiC/SiC复合材料.与采用纯树脂溶液制备的SiC/SiC复合材料相比, 添加造孔剂可提高碳基体的陶瓷化程度, 制得材料具有更高的密度((2.61±0.05) g/cm3)、弯曲强度((200.50±7.33) MPa)及模量((79.19±0.65) GPa).同时, 张俊敏等通过简化的浸渗动力学模型计算得出: 未添加造孔剂的预制体熔渗过程中孔隙闭合时间约为36 s, 而添加造孔剂的预制体熔渗过程中孔隙闭合时间约为89 s ( 图3).孔隙闭合时间越长, 越有利于更多熔体渗入预制体内部, 进而提高基体碳的陶瓷转化率, 使得SiC/SiC具有更优的力学性能.西北工业大学郭广达等[ 34]采用糠醇和甲醛作为碳源, 以乙醇和P-123为溶剂和造孔剂, 以氨盐为固化剂, 通过溶胶-凝胶法在碳化硅纤维预制体中制得多孔树脂基体( 图4), 再经碳化后得到多孔碳材料.郭广达等同样将原料溶液浸入已浸渍SiC浆料的碳化硅纤维预制体, 获得具有相互连通孔隙的纤维增强碳化硅颗粒-多孔碳材料.将该材料渗硅后制得SiC/SiC复合材料的弯曲强度高达(808.7±10.2) MPa, 拉伸强度高达(317.4±12.4) MPa, 断裂韧性为(25.5±3.8) MPa·m1/2.而采用树脂碳为基体的预制体熔渗后获得的SiC/SiC复合材料的弯曲强度为(287.6±8.3) MPa, 拉伸强度为(183.3±4.6) MPa, 断裂韧性为(16.5±4.4) MPa·m1/2, 对比可知采用多孔碳陶瓷化策略制得材料的力学性能显著提高. ... Characterization of SiC fiber (SCS-6) reinforced-reaction formed silicon carbide matrix composites 3 1996 ... 相关研究表明, RMI工艺缺陷的本质原因在于传统碳/硼基体的陶瓷化程度过低.基于该原因, 大量未反应基体残留于陶瓷基复合材料内部; 同时, 由于反应熔体消耗量较少, 大量反应熔体残留于孔道中并刻蚀相邻纤维.相比于传统的大尺寸且致密的碳/硼基体, 微米或亚微米级的多孔基体具有比表面积大、骨架颗粒小及反应活性高等优点, 通过引入多孔基体替代或部分替代大尺寸致密基体的方法可在一定程度上促进预制体基体与熔体的充分反应.自20世纪70年代Hucke首次采用硅或硅合金熔渗多孔碳材料制得碳化硅陶瓷[23], 多孔碳陶瓷化的策略相继为传统反应烧结(制备陶瓷材料)[24??-27]与RMI(制备陶瓷基复合材料)[28???????????-40]的工艺优化提供了新思路.美国航空航天局(NASA)[28-29]、德国宇航中心(DLR)[30]、中国科学院上海硅酸盐研究所[31?-33]、西北工业大学[34]、中南大学[35]、航天材料及工艺研究所[36]、航天特种材料及工艺技术研究所[37]及中国科学院金属研究所[38?-40]等国内外单位均采用多孔碳陶瓷化策略(陶瓷化的多孔碳典型形貌如图1所示), 通过调节基体结构促进其陶瓷化转变, 降低未反应熔体/基体的含量, 降低纤维的刻蚀程度, 以优化陶瓷基复合材料的综合性能.本文将系统总结多孔碳陶瓷化策略制备SiC陶瓷材料、SiC基复合材料及超高温陶瓷基复合材料的相关工作, 并展望多孔碳陶瓷化策略制备陶瓷基复合材料的未来发展. ...
多孔碳陶瓷化策略目前已被广泛应用于陶瓷基复合材料的制备中, 经国内外相关研究人员研究, 多孔碳陶瓷化改进RMI比传统RMI具有明显的技术优势, 可在不影响制备周期与成本的基础上促进碳基体的陶瓷转化以及反应熔体的消耗, 所制得SiC/SiC复合材料、C/SiC复合材料及超高温陶瓷基复合材料具有明显的力学及抗氧化、抗烧蚀性能优势, 多孔碳陶瓷化策略为高性能陶瓷基复合材料的低成本、短周期、规模化制备提供了选择.然而, 多孔碳陶瓷化策略制备陶瓷基复合材料的研究工作尚在起步阶段, 其发展依然任重道远.具体而言, 多孔碳陶瓷化技术在以下几个方面需要加强研究: ... Reactive melt infiltrated Cf/SiC composites with robust matrix derived from novel engineered pyrolytic carbon structure 6 2017 ... 相关研究表明, RMI工艺缺陷的本质原因在于传统碳/硼基体的陶瓷化程度过低.基于该原因, 大量未反应基体残留于陶瓷基复合材料内部; 同时, 由于反应熔体消耗量较少, 大量反应熔体残留于孔道中并刻蚀相邻纤维.相比于传统的大尺寸且致密的碳/硼基体, 微米或亚微米级的多孔基体具有比表面积大、骨架颗粒小及反应活性高等优点, 通过引入多孔基体替代或部分替代大尺寸致密基体的方法可在一定程度上促进预制体基体与熔体的充分反应.自20世纪70年代Hucke首次采用硅或硅合金熔渗多孔碳材料制得碳化硅陶瓷[23], 多孔碳陶瓷化的策略相继为传统反应烧结(制备陶瓷材料)[24??-27]与RMI(制备陶瓷基复合材料)[28???????????-40]的工艺优化提供了新思路.美国航空航天局(NASA)[28-29]、德国宇航中心(DLR)[30]、中国科学院上海硅酸盐研究所[31?-33]、西北工业大学[34]、中南大学[35]、航天材料及工艺研究所[36]、航天特种材料及工艺技术研究所[37]及中国科学院金属研究所[38?-40]等国内外单位均采用多孔碳陶瓷化策略(陶瓷化的多孔碳典型形貌如图1所示), 通过调节基体结构促进其陶瓷化转变, 降低未反应熔体/基体的含量, 降低纤维的刻蚀程度, 以优化陶瓷基复合材料的综合性能.本文将系统总结多孔碳陶瓷化策略制备SiC陶瓷材料、SiC基复合材料及超高温陶瓷基复合材料的相关工作, 并展望多孔碳陶瓷化策略制备陶瓷基复合材料的未来发展. ...
多孔碳陶瓷化策略目前已被广泛应用于陶瓷基复合材料的制备中, 经国内外相关研究人员研究, 多孔碳陶瓷化改进RMI比传统RMI具有明显的技术优势, 可在不影响制备周期与成本的基础上促进碳基体的陶瓷转化以及反应熔体的消耗, 所制得SiC/SiC复合材料、C/SiC复合材料及超高温陶瓷基复合材料具有明显的力学及抗氧化、抗烧蚀性能优势, 多孔碳陶瓷化策略为高性能陶瓷基复合材料的低成本、短周期、规模化制备提供了选择.然而, 多孔碳陶瓷化策略制备陶瓷基复合材料的研究工作尚在起步阶段, 其发展依然任重道远.具体而言, 多孔碳陶瓷化技术在以下几个方面需要加强研究: ... 3 ... 相关研究表明, RMI工艺缺陷的本质原因在于传统碳/硼基体的陶瓷化程度过低.基于该原因, 大量未反应基体残留于陶瓷基复合材料内部; 同时, 由于反应熔体消耗量较少, 大量反应熔体残留于孔道中并刻蚀相邻纤维.相比于传统的大尺寸且致密的碳/硼基体, 微米或亚微米级的多孔基体具有比表面积大、骨架颗粒小及反应活性高等优点, 通过引入多孔基体替代或部分替代大尺寸致密基体的方法可在一定程度上促进预制体基体与熔体的充分反应.自20世纪70年代Hucke首次采用硅或硅合金熔渗多孔碳材料制得碳化硅陶瓷[23], 多孔碳陶瓷化的策略相继为传统反应烧结(制备陶瓷材料)[24??-27]与RMI(制备陶瓷基复合材料)[28???????????-40]的工艺优化提供了新思路.美国航空航天局(NASA)[28-29]、德国宇航中心(DLR)[30]、中国科学院上海硅酸盐研究所[31?-33]、西北工业大学[34]、中南大学[35]、航天材料及工艺研究所[36]、航天特种材料及工艺技术研究所[37]及中国科学院金属研究所[38?-40]等国内外单位均采用多孔碳陶瓷化策略(陶瓷化的多孔碳典型形貌如图1所示), 通过调节基体结构促进其陶瓷化转变, 降低未反应熔体/基体的含量, 降低纤维的刻蚀程度, 以优化陶瓷基复合材料的综合性能.本文将系统总结多孔碳陶瓷化策略制备SiC陶瓷材料、SiC基复合材料及超高温陶瓷基复合材料的相关工作, 并展望多孔碳陶瓷化策略制备陶瓷基复合材料的未来发展. ...
多孔碳陶瓷化策略目前已被广泛应用于陶瓷基复合材料的制备中, 经国内外相关研究人员研究, 多孔碳陶瓷化改进RMI比传统RMI具有明显的技术优势, 可在不影响制备周期与成本的基础上促进碳基体的陶瓷转化以及反应熔体的消耗, 所制得SiC/SiC复合材料、C/SiC复合材料及超高温陶瓷基复合材料具有明显的力学及抗氧化、抗烧蚀性能优势, 多孔碳陶瓷化策略为高性能陶瓷基复合材料的低成本、短周期、规模化制备提供了选择.然而, 多孔碳陶瓷化策略制备陶瓷基复合材料的研究工作尚在起步阶段, 其发展依然任重道远.具体而言, 多孔碳陶瓷化技术在以下几个方面需要加强研究: ... A novel porous carbon synthesized to serve in the preparation of highly dense and high-strength SiC/SiC by reactive melt infiltration 8 2024 ... 相关研究表明, RMI工艺缺陷的本质原因在于传统碳/硼基体的陶瓷化程度过低.基于该原因, 大量未反应基体残留于陶瓷基复合材料内部; 同时, 由于反应熔体消耗量较少, 大量反应熔体残留于孔道中并刻蚀相邻纤维.相比于传统的大尺寸且致密的碳/硼基体, 微米或亚微米级的多孔基体具有比表面积大、骨架颗粒小及反应活性高等优点, 通过引入多孔基体替代或部分替代大尺寸致密基体的方法可在一定程度上促进预制体基体与熔体的充分反应.自20世纪70年代Hucke首次采用硅或硅合金熔渗多孔碳材料制得碳化硅陶瓷[23], 多孔碳陶瓷化的策略相继为传统反应烧结(制备陶瓷材料)[24??-27]与RMI(制备陶瓷基复合材料)[28???????????-40]的工艺优化提供了新思路.美国航空航天局(NASA)[28-29]、德国宇航中心(DLR)[30]、中国科学院上海硅酸盐研究所[31?-33]、西北工业大学[34]、中南大学[35]、航天材料及工艺研究所[36]、航天特种材料及工艺技术研究所[37]及中国科学院金属研究所[38?-40]等国内外单位均采用多孔碳陶瓷化策略(陶瓷化的多孔碳典型形貌如图1所示), 通过调节基体结构促进其陶瓷化转变, 降低未反应熔体/基体的含量, 降低纤维的刻蚀程度, 以优化陶瓷基复合材料的综合性能.本文将系统总结多孔碳陶瓷化策略制备SiC陶瓷材料、SiC基复合材料及超高温陶瓷基复合材料的相关工作, 并展望多孔碳陶瓷化策略制备陶瓷基复合材料的未来发展. ...
多孔碳陶瓷化策略目前已被广泛应用于陶瓷基复合材料的制备中, 经国内外相关研究人员研究, 多孔碳陶瓷化改进RMI比传统RMI具有明显的技术优势, 可在不影响制备周期与成本的基础上促进碳基体的陶瓷转化以及反应熔体的消耗, 所制得SiC/SiC复合材料、C/SiC复合材料及超高温陶瓷基复合材料具有明显的力学及抗氧化、抗烧蚀性能优势, 多孔碳陶瓷化策略为高性能陶瓷基复合材料的低成本、短周期、规模化制备提供了选择.然而, 多孔碳陶瓷化策略制备陶瓷基复合材料的研究工作尚在起步阶段, 其发展依然任重道远.具体而言, 多孔碳陶瓷化技术在以下几个方面需要加强研究: ... Structural optimization and air-plasma ablation behaviors of C/C-SiC-(ZrxHf1-x)C composites prepared by reactive melt infiltration method 8 2023 ... 相关研究表明, RMI工艺缺陷的本质原因在于传统碳/硼基体的陶瓷化程度过低.基于该原因, 大量未反应基体残留于陶瓷基复合材料内部; 同时, 由于反应熔体消耗量较少, 大量反应熔体残留于孔道中并刻蚀相邻纤维.相比于传统的大尺寸且致密的碳/硼基体, 微米或亚微米级的多孔基体具有比表面积大、骨架颗粒小及反应活性高等优点, 通过引入多孔基体替代或部分替代大尺寸致密基体的方法可在一定程度上促进预制体基体与熔体的充分反应.自20世纪70年代Hucke首次采用硅或硅合金熔渗多孔碳材料制得碳化硅陶瓷[23], 多孔碳陶瓷化的策略相继为传统反应烧结(制备陶瓷材料)[24??-27]与RMI(制备陶瓷基复合材料)[28???????????-40]的工艺优化提供了新思路.美国航空航天局(NASA)[28-29]、德国宇航中心(DLR)[30]、中国科学院上海硅酸盐研究所[31?-33]、西北工业大学[34]、中南大学[35]、航天材料及工艺研究所[36]、航天特种材料及工艺技术研究所[37]及中国科学院金属研究所[38?-40]等国内外单位均采用多孔碳陶瓷化策略(陶瓷化的多孔碳典型形貌如图1所示), 通过调节基体结构促进其陶瓷化转变, 降低未反应熔体/基体的含量, 降低纤维的刻蚀程度, 以优化陶瓷基复合材料的综合性能.本文将系统总结多孔碳陶瓷化策略制备SiC陶瓷材料、SiC基复合材料及超高温陶瓷基复合材料的相关工作, 并展望多孔碳陶瓷化策略制备陶瓷基复合材料的未来发展. ...
多孔碳陶瓷化策略目前已被广泛应用于陶瓷基复合材料的制备中, 经国内外相关研究人员研究, 多孔碳陶瓷化改进RMI比传统RMI具有明显的技术优势, 可在不影响制备周期与成本的基础上促进碳基体的陶瓷转化以及反应熔体的消耗, 所制得SiC/SiC复合材料、C/SiC复合材料及超高温陶瓷基复合材料具有明显的力学及抗氧化、抗烧蚀性能优势, 多孔碳陶瓷化策略为高性能陶瓷基复合材料的低成本、短周期、规模化制备提供了选择.然而, 多孔碳陶瓷化策略制备陶瓷基复合材料的研究工作尚在起步阶段, 其发展依然任重道远.具体而言, 多孔碳陶瓷化技术在以下几个方面需要加强研究: ... 3 ... 相关研究表明, RMI工艺缺陷的本质原因在于传统碳/硼基体的陶瓷化程度过低.基于该原因, 大量未反应基体残留于陶瓷基复合材料内部; 同时, 由于反应熔体消耗量较少, 大量反应熔体残留于孔道中并刻蚀相邻纤维.相比于传统的大尺寸且致密的碳/硼基体, 微米或亚微米级的多孔基体具有比表面积大、骨架颗粒小及反应活性高等优点, 通过引入多孔基体替代或部分替代大尺寸致密基体的方法可在一定程度上促进预制体基体与熔体的充分反应.自20世纪70年代Hucke首次采用硅或硅合金熔渗多孔碳材料制得碳化硅陶瓷[23], 多孔碳陶瓷化的策略相继为传统反应烧结(制备陶瓷材料)[24??-27]与RMI(制备陶瓷基复合材料)[28???????????-40]的工艺优化提供了新思路.美国航空航天局(NASA)[28-29]、德国宇航中心(DLR)[30]、中国科学院上海硅酸盐研究所[31?-33]、西北工业大学[34]、中南大学[35]、航天材料及工艺研究所[36]、航天特种材料及工艺技术研究所[37]及中国科学院金属研究所[38?-40]等国内外单位均采用多孔碳陶瓷化策略(陶瓷化的多孔碳典型形貌如图1所示), 通过调节基体结构促进其陶瓷化转变, 降低未反应熔体/基体的含量, 降低纤维的刻蚀程度, 以优化陶瓷基复合材料的综合性能.本文将系统总结多孔碳陶瓷化策略制备SiC陶瓷材料、SiC基复合材料及超高温陶瓷基复合材料的相关工作, 并展望多孔碳陶瓷化策略制备陶瓷基复合材料的未来发展. ...
多孔碳陶瓷化策略目前已被广泛应用于陶瓷基复合材料的制备中, 经国内外相关研究人员研究, 多孔碳陶瓷化改进RMI比传统RMI具有明显的技术优势, 可在不影响制备周期与成本的基础上促进碳基体的陶瓷转化以及反应熔体的消耗, 所制得SiC/SiC复合材料、C/SiC复合材料及超高温陶瓷基复合材料具有明显的力学及抗氧化、抗烧蚀性能优势, 多孔碳陶瓷化策略为高性能陶瓷基复合材料的低成本、短周期、规模化制备提供了选择.然而, 多孔碳陶瓷化策略制备陶瓷基复合材料的研究工作尚在起步阶段, 其发展依然任重道远.具体而言, 多孔碳陶瓷化技术在以下几个方面需要加强研究: ... Construction of C/SiC-Cu3Si-Cu interpenetrating composites for long-duration thermal protection at 2500 ℃ by cooperative active-passive cooling 2 2023 ... 相关研究表明, RMI工艺缺陷的本质原因在于传统碳/硼基体的陶瓷化程度过低.基于该原因, 大量未反应基体残留于陶瓷基复合材料内部; 同时, 由于反应熔体消耗量较少, 大量反应熔体残留于孔道中并刻蚀相邻纤维.相比于传统的大尺寸且致密的碳/硼基体, 微米或亚微米级的多孔基体具有比表面积大、骨架颗粒小及反应活性高等优点, 通过引入多孔基体替代或部分替代大尺寸致密基体的方法可在一定程度上促进预制体基体与熔体的充分反应.自20世纪70年代Hucke首次采用硅或硅合金熔渗多孔碳材料制得碳化硅陶瓷[23], 多孔碳陶瓷化的策略相继为传统反应烧结(制备陶瓷材料)[24??-27]与RMI(制备陶瓷基复合材料)[28???????????-40]的工艺优化提供了新思路.美国航空航天局(NASA)[28-29]、德国宇航中心(DLR)[30]、中国科学院上海硅酸盐研究所[31?-33]、西北工业大学[34]、中南大学[35]、航天材料及工艺研究所[36]、航天特种材料及工艺技术研究所[37]及中国科学院金属研究所[38?-40]等国内外单位均采用多孔碳陶瓷化策略(陶瓷化的多孔碳典型形貌如图1所示), 通过调节基体结构促进其陶瓷化转变, 降低未反应熔体/基体的含量, 降低纤维的刻蚀程度, 以优化陶瓷基复合材料的综合性能.本文将系统总结多孔碳陶瓷化策略制备SiC陶瓷材料、SiC基复合材料及超高温陶瓷基复合材料的相关工作, 并展望多孔碳陶瓷化策略制备陶瓷基复合材料的未来发展. ...
本文的其它图/表
|



{kind=link}