第三代半导体互连材料与低温烧结纳米铜材的研究进展
柯鑫, 谢炳卿, 王忠, 张敬国, 王建伟, 李占荣, 贺会军, 汪礼敏
无机材料学报
2024, 39 ( 1):
17-31.
DOI:10.15541/jim20230345
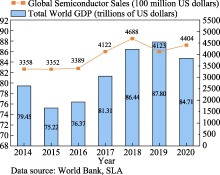
半导体材料是现代科技发展和产业革新的核心, 随着高频、高压、高温、高功率等工况的日趋严峻及“双碳”目标的需要, 以新型碳化硅(SiC)和氮化镓(GaN)等为代表的第三代半导体材料逐步进入工业应用。半导体产业的贯通以及市场规模的快速扩大, 导致摩尔定律正逐渐达到极限, 先进封装互连将成为半导体行业关注的焦点。第三代半导体封装互连材料有高温焊料、瞬态液相键合材料、导电胶、低温烧结纳米Ag/Cu等几个发展方向, 其中纳米Cu因其优异的导电导热性、低温烧结特性和良好的可加工性成为一种封装互连的新型方案, 具有低成本、高可靠性和可扩展性, 近年来从材料研究向产业链终端应用贯通的趋势非常明显。本文首先介绍了半导体材料的发展概况并总结了第三代半导体封装互连材料类别; 然后结合近期研究成果进一步围绕纳米Cu低温烧结在封装互连等电子领域中的应用进行重点阐述, 主要包括纳米铜粉的粒度、形貌、表面处理和烧结工艺对纳米铜烧结体导电性能和剪切性能的影响; 最后总结了目前纳米铜在应用转化中面临的困境和亟待解决的难点, 并展望了未来的发展方向, 以期为低温烧结纳米铜领域的研究提供参考。
| Particle size | Appearance | Sintering process | Electrical
conductivity/
(μΩ·cm) | Shearing
performance/
MPa | Ref. | 10 and 1000 nm
particle compound | Irregular | Ar, 250 ℃, 2 MPa, 15 min | 5.44 | 45.6 | [90] | | 200 nm, 1000 nm | Spherical | N2, 350 ℃, 0.4 MPa | - | 40 | [91] | | 530 nm | Irregular | 97% N2-3% H2, 300 ℃, 30 min | - | 23 | [92] | | 60-100 nm | Angular | N2, 200 ℃, 60 min | 18 | - | [93] | | Thick 200 nm, length 3-5 μm | Spherical | N2, 275 ℃, 10 MPa, 30 min | - | 50 | [95] | | 30-400 nm | Angular | N2, 300 ℃, 0.4 MPa, 30 min | - | 24.8 | [96] | | 6.5 nm | Spherical | Ar, 250 ℃, 5 MPa, 30 min | - | 36.2 | [97] | | 100 nm | Spherical | Air, 225 ℃, 8 MPa, 10 min | 59±7 | 28.7±1.6 | [98] | | 500 nm | Angular | HCOOH, 275 ℃, 5 MPa, 30 min | - | 70 | [102] | | 60.5 nm | Spherical | 95% Ar-5% H2, 300 ℃, 1.08 MPa,
60 min | 11.2 | 31.88 | [103] | | 30 nm | Spherical | 95% N2-5% H2, 320 ℃, 10 MPa, 5 min | 3.16 | 51.7 | [104] | | 54-64 nm | Sphere-like | H2, 400 ℃, 1.2 MPa, 5 min | - | 37.7 | [106] | | 5 nm | Sphere-like | 95% Ar-5% H2, 250 ℃, 1.08 MPa,
60 min | 4.1 | 25.36 | [107] | | 400-1200 nm | Sphere-like | Air, 200 ℃, 50 s | 54±2 | - | [108] | | 300-400 nm | Sphere-like | N2, 200 ℃, 30 min | 139±24 | - | [109] | | 1-3 μm | Sphere-like | Air, 180 ℃, 5 min | 30 | - | [110] | | 200 nm | Spherical | Air, 300 ℃, 2 MPa, 1 min | - | 21.8 | [111] | | 50 nm | Spherical | Air, 220 ℃, 5 min | - | 30 | [112] | | 10 nm | Spherical | N2, 200 ℃, 30 min | 14.0±4.5 | - | [113] | | 6.5 nm | Spherical | Air, 175 ℃, 2 MPa, 10 min | - | 35.1 | [114] | | 60 nm | Sphere-like | 95% Ar-5% H2, 250 ℃, 10 MPa, 60 min | - | 32.4 | [115] | | 4.4 nm | Angular | N2, 150 ℃, 30 min | 52 | - | [116] | Tens to hundreds
of nanometers | Irregular | Vacuum, 300 ℃, 0.4 MPa,30 min | - | 20 | [117] | | <10 nm | Angular | Ar, 250 ℃, 3 MPa, 30 min | 5.1 | - | [118] |
View table in article
表3
各种低温烧结工艺及性能对比
正文中引用本图/表的段落
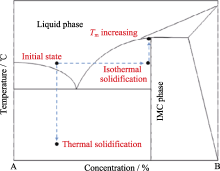
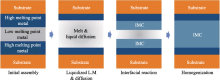
焊料是指用于填加到焊缝、堆焊层和钎缝中的金属合金材料, 加热熔化后流动到连接表面之间的缝隙中, 然后固化形成冶金结合使之成为一个整体, 达到电气互连的目的[17]。预计在未来一段时间内, 它仍将是主要的互连材料。焊料形成接头通常需要三个步骤: (1)焊料熔化和流动; (2)熔化后的焊料与连接表面之间发生界面反应; (3)冷却后焊料凝固。焊料的性能是基于材料相变与扩散, 当焊料达到固相线温度时便开始熔化, 之后处于固液共存状态, 当到达液相线温度后便完全熔化。通常需要将焊料加热至高于液相线温度并保持一段时间, 以使气泡从流动的液体焊料中排出[18]。
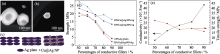
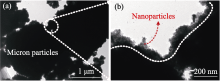
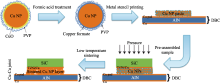
Peng等[90]通过调节纳米(10 nm)与微米(1 μm)颗粒的质量比和烧结参数, 系统研究了Cu-Cu接头的组织和结合性能, 利用纳米粒子的小尺寸效应和微米粒子的填充效应, 提高键合性能。结果表明, 纳米粒子与微米粒子的质量比为3 : 2时, 在2 MPa压力下、250 ℃Ar气氛中烧结15 min, 抗剪强度达到45.6 MPa, 电阻率为5.44 μΩ·cm, 孔隙率为2.67%, 断口和结合界面分别出现了显著的塑性变形和颈部生长组织。Gao等[91]采用一步多元醇法合成的200和1000 nm的双峰铜粒子与聚乙二醇(PEG)的还原剂混合形成糊状, 在氮气和真空烧结气氛下制备铜接头, 如图9所示。其中在350 ℃, 0.4 MPa N2气氛中烧结, 剪切强度达到40 MPa, 而真空气氛下烧结仅达到22.4 MPa。Matsuda等[92]使用0.53 μm(A)、0.61 μm(B)和0.95 μm(C)三种不同粒径的铜颗粒, 研究了在还原性气体气氛下, 表面氧化物和铜粉粒径对烧结性能的影响。结果表明, 在N2-3%H2混合气氛中300 ℃无压烧结30 min, 采用0.53 μm(A)粒径的铜材烧结后的剪切强度最高为23 MPa, 其氧化层厚度也最薄(仅为几纳米)。Li等[93]研制了一种纳米铜和3-二甲氨基-1,2-丙二醇甲酸铜(DMAPD)配合物组成的铜混合油墨, Cu-DMAPD配合物在140 ℃左右可转化为铜纳米颗粒和DMAPD配体,分散在油墨的大铜纳米粒子周围的小铜纳米颗粒可以在相对较低的温度下烧结, 从而在较大的纳米颗粒之间形成连接, 残留的DMAPD有利于铜纳米颗粒的抗氧化保护, 且可在烧结过程中去除。结果表明, 含质量分数38% Cu-DMAPD 的混合油墨在N2气氛下200 ℃烧结1 h的铜膜导电性最好, 电阻率为18 μΩ·cm。
迄今为止, 研究人员针对纳米Cu颗粒的低温烧结应用进行了诸多研究, 取得了一些不错的阶段性成果。表3为不同形貌粒度的纳米铜原料在不同低温烧结工艺下获得的样品的导电性能和剪切性能对比,证明纳米Cu作为电子材料在封装互连领域中的可行性, 也为未来应用提供了科研基础和理论支撑。根据现有报道分析, 纳米Cu的低温烧结应用仍存在一些亟待解决的难点, 面临应用转化的困境, 主要有以下几个方面:
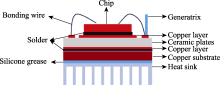
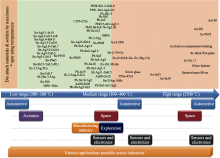
半导体封装过程中起主要作用的是连接芯片与基板之间的芯片互连材料.传统Si器件的工作温度一般在150 ℃以下, 其相应的封装互连材料及结构也只保证150 ℃下工作的稳定性和可靠性, 在SiC功率器件的极端应用工况中, 工作温度可达到320 ℃, 甚至更高, 传统封装互连材料的可靠性将急剧下降, 因此迫切需要可以耐受高温的互连材料来满足三代半导体的需要.解决这一问题的关键在于找出适宜高温工作的封装互连材料并使不同材料层之间的力、电、热性能尽量匹配[ 15]. ... 1 2022 ... 半导体封装过程中起主要作用的是连接芯片与基板之间的芯片互连材料.传统Si器件的工作温度一般在150 ℃以下, 其相应的封装互连材料及结构也只保证150 ℃下工作的稳定性和可靠性, 在SiC功率器件的极端应用工况中, 工作温度可达到320 ℃, 甚至更高, 传统封装互连材料的可靠性将急剧下降, 因此迫切需要可以耐受高温的互连材料来满足三代半导体的需要.解决这一问题的关键在于找出适宜高温工作的封装互连材料并使不同材料层之间的力、电、热性能尽量匹配[15]. ... 1 2009 ... 高温SiC芯片封装互连材料有着相当严格的要求: (1)良好的耐蚀性和延展性; (2)优良的高温机械疲劳抗性和热冲击可靠性; (3)充分的可焊性和结合强度; (4)固相点温度≥260 ℃, 液相点温度≥400 ℃, 导热系数为0.2~0.3 W/(cm·K), 体电阻率<100 μΩ·cm; (5)热膨胀系数与芯片、基板匹配良好, 避免热应力; (6)成本低, 满足大规模商业化的应用需求以及较低的毒性和污染等[16].基于此, 典型的可应用于芯片互连的材料包括高温焊料、瞬态液相键合材料、导电胶和纳米Ag/Cu膏等. ... Principles of soldering and brazing 1 1993 ... 焊料是指用于填加到焊缝、堆焊层和钎缝中的金属合金材料, 加热熔化后流动到连接表面之间的缝隙中, 然后固化形成冶金结合使之成为一个整体, 达到电气互连的目的[17].预计在未来一段时间内, 它仍将是主要的互连材料.焊料形成接头通常需要三个步骤: (1)焊料熔化和流动; (2)熔化后的焊料与连接表面之间发生界面反应; (3)冷却后焊料凝固.焊料的性能是基于材料相变与扩散, 当焊料达到固相线温度时便开始熔化, 之后处于固液共存状态, 当到达液相线温度后便完全熔化.通常需要将焊料加热至高于液相线温度并保持一段时间, 以使气泡从流动的液体焊料中排出[18]. ... Controlled preparation and low-temperature sintering of silver/copper nanoparticles and their interconnection applications in microelectronic packaging 1 2020 ... 焊料是指用于填加到焊缝、堆焊层和钎缝中的金属合金材料, 加热熔化后流动到连接表面之间的缝隙中, 然后固化形成冶金结合使之成为一个整体, 达到电气互连的目的[17].预计在未来一段时间内, 它仍将是主要的互连材料.焊料形成接头通常需要三个步骤: (1)焊料熔化和流动; (2)熔化后的焊料与连接表面之间发生界面反应; (3)冷却后焊料凝固.焊料的性能是基于材料相变与扩散, 当焊料达到固相线温度时便开始熔化, 之后处于固液共存状态, 当到达液相线温度后便完全熔化.通常需要将焊料加热至高于液相线温度并保持一段时间, 以使气泡从流动的液体焊料中排出[18]. ... Research progress of new low temperature lead-free solder 1 2022 ... 到目前为止, 最成功的焊料都是基于Sn-Pb合金开发, 有着优良的理化性能, 在电气工业使用了数十年之久[19].然而电子工业中大量使用Pb/Sn焊料导致的Pb元素超标, 不仅造成了环境污染, 而且对人类身体健康也产生了极大的危害.因此为了保护生态环境和人类健康, 在电子工业中推行焊料无铅化势在必行, 欧盟和日本等纷纷通过各种法规限制使用高铅焊料[20]. ... 1 2006 ... 到目前为止, 最成功的焊料都是基于Sn-Pb合金开发, 有着优良的理化性能, 在电气工业使用了数十年之久[19].然而电子工业中大量使用Pb/Sn焊料导致的Pb元素超标, 不仅造成了环境污染, 而且对人类身体健康也产生了极大的危害.因此为了保护生态环境和人类健康, 在电子工业中推行焊料无铅化势在必行, 欧盟和日本等纷纷通过各种法规限制使用高铅焊料[20]. ... A brief review on high- temperature, Pb-free die-attach materials 1 2019 ... 传统焊料的设计承受温度通常在150~200 ℃之间, 然而SiC等第三代半导体的服役温度多在200 ℃以上, 极端情况下可达320 ℃.传统焊料难以满足其应用工况, 需要新的互连材料能够承受高达200 ℃或更高, 此时高铅焊料的可靠性无法保证.因此, 研究新型高温焊料的目标不仅是替代高铅, 还包括更高的服役温度和在恶劣环境下提高可靠性[21]. ... Die attach materials for high temperature applications: a review 3 2011 ... 因此针对工作温度更高的新一代半导体, 应致力开发高温焊料, 需要新的合金体系, 并考虑其各自的共晶温度.图4显示了在200~500 ℃温度范围的现有封装互连材料所使用的焊料体系, 大量的封装互连材料仍属于高铅焊料, Au基焊料是少数的可适用于新一代半导体的无铅高温焊料[22]. ...
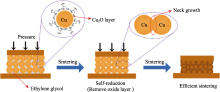
(1)纳米Cu易氧化: 纳米Cu颗粒的制备和保存困难,其表面在空气中极易氧化为较稳定的CuO和Cu 2O, 杂质的电阻率和熔点都高于单质铜.纳米Cu颗粒表面的氧化层在烧结过程中阻碍了Cu原子间的扩散, 进而提升了烧结温度, 且会对致密度和导电性能造成不利影响. ... Die bonding performance using bimodal Cu particle paste under different sintering atmospheres 2 2017 ... Peng等[90]通过调节纳米(10 nm)与微米(1 μm)颗粒的质量比和烧结参数, 系统研究了Cu-Cu接头的组织和结合性能, 利用纳米粒子的小尺寸效应和微米粒子的填充效应, 提高键合性能.结果表明, 纳米粒子与微米粒子的质量比为3 : 2时, 在2 MPa压力下、250 ℃Ar气氛中烧结15 min, 抗剪强度达到45.6 MPa, 电阻率为5.44 μΩ·cm, 孔隙率为2.67%, 断口和结合界面分别出现了显著的塑性变形和颈部生长组织.Gao等[91]采用一步多元醇法合成的200和1000 nm的双峰铜粒子与聚乙二醇(PEG)的还原剂混合形成糊状, 在氮气和真空烧结气氛下制备铜接头, 如图9所示.其中在350 ℃, 0.4 MPa N2气氛中烧结, 剪切强度达到40 MPa, 而真空气氛下烧结仅达到22.4 MPa.Matsuda等[92]使用0.53 μm(A)、0.61 μm(B)和0.95 μm(C)三种不同粒径的铜颗粒, 研究了在还原性气体气氛下, 表面氧化物和铜粉粒径对烧结性能的影响.结果表明, 在N2-3%H2混合气氛中300 ℃无压烧结30 min, 采用0.53 μm(A)粒径的铜材烧结后的剪切强度最高为23 MPa, 其氧化层厚度也最薄(仅为几纳米).Li等[93]研制了一种纳米铜和3-二甲氨基-1,2-丙二醇甲酸铜(DMAPD)配合物组成的铜混合油墨, Cu-DMAPD配合物在140 ℃左右可转化为铜纳米颗粒和DMAPD配体,分散在油墨的大铜纳米粒子周围的小铜纳米颗粒可以在相对较低的温度下烧结, 从而在较大的纳米颗粒之间形成连接, 残留的DMAPD有利于铜纳米颗粒的抗氧化保护, 且可在烧结过程中去除.结果表明, 含质量分数38% Cu-DMAPD 的混合油墨在N2气氛下200 ℃烧结1 h的铜膜导电性最好, 电阻率为18 μΩ·cm. ...
(1)纳米Cu易氧化: 纳米Cu颗粒的制备和保存困难,其表面在空气中极易氧化为较稳定的CuO和Cu 2O, 杂质的电阻率和熔点都高于单质铜.纳米Cu颗粒表面的氧化层在烧结过程中阻碍了Cu原子间的扩散, 进而提升了烧结温度, 且会对致密度和导电性能造成不利影响. ... Reduction behavior of surface oxide on submicron copper particles for pressureless sintering under reducing atmosphere 2 2021 ... Peng等[90]通过调节纳米(10 nm)与微米(1 μm)颗粒的质量比和烧结参数, 系统研究了Cu-Cu接头的组织和结合性能, 利用纳米粒子的小尺寸效应和微米粒子的填充效应, 提高键合性能.结果表明, 纳米粒子与微米粒子的质量比为3 : 2时, 在2 MPa压力下、250 ℃Ar气氛中烧结15 min, 抗剪强度达到45.6 MPa, 电阻率为5.44 μΩ·cm, 孔隙率为2.67%, 断口和结合界面分别出现了显著的塑性变形和颈部生长组织.Gao等[91]采用一步多元醇法合成的200和1000 nm的双峰铜粒子与聚乙二醇(PEG)的还原剂混合形成糊状, 在氮气和真空烧结气氛下制备铜接头, 如图9所示.其中在350 ℃, 0.4 MPa N2气氛中烧结, 剪切强度达到40 MPa, 而真空气氛下烧结仅达到22.4 MPa.Matsuda等[92]使用0.53 μm(A)、0.61 μm(B)和0.95 μm(C)三种不同粒径的铜颗粒, 研究了在还原性气体气氛下, 表面氧化物和铜粉粒径对烧结性能的影响.结果表明, 在N2-3%H2混合气氛中300 ℃无压烧结30 min, 采用0.53 μm(A)粒径的铜材烧结后的剪切强度最高为23 MPa, 其氧化层厚度也最薄(仅为几纳米).Li等[93]研制了一种纳米铜和3-二甲氨基-1,2-丙二醇甲酸铜(DMAPD)配合物组成的铜混合油墨, Cu-DMAPD配合物在140 ℃左右可转化为铜纳米颗粒和DMAPD配体,分散在油墨的大铜纳米粒子周围的小铜纳米颗粒可以在相对较低的温度下烧结, 从而在较大的纳米颗粒之间形成连接, 残留的DMAPD有利于铜纳米颗粒的抗氧化保护, 且可在烧结过程中去除.结果表明, 含质量分数38% Cu-DMAPD 的混合油墨在N2气氛下200 ℃烧结1 h的铜膜导电性最好, 电阻率为18 μΩ·cm. ...
(1)纳米Cu易氧化: 纳米Cu颗粒的制备和保存困难,其表面在空气中极易氧化为较稳定的CuO和Cu 2O, 杂质的电阻率和熔点都高于单质铜.纳米Cu颗粒表面的氧化层在烧结过程中阻碍了Cu原子间的扩散, 进而提升了烧结温度, 且会对致密度和导电性能造成不利影响. ... Mixed ink of copper nanoparticles and copper formate complex with low sintering temperatures 4 2016 ... Peng等[90]通过调节纳米(10 nm)与微米(1 μm)颗粒的质量比和烧结参数, 系统研究了Cu-Cu接头的组织和结合性能, 利用纳米粒子的小尺寸效应和微米粒子的填充效应, 提高键合性能.结果表明, 纳米粒子与微米粒子的质量比为3 : 2时, 在2 MPa压力下、250 ℃Ar气氛中烧结15 min, 抗剪强度达到45.6 MPa, 电阻率为5.44 μΩ·cm, 孔隙率为2.67%, 断口和结合界面分别出现了显著的塑性变形和颈部生长组织.Gao等[91]采用一步多元醇法合成的200和1000 nm的双峰铜粒子与聚乙二醇(PEG)的还原剂混合形成糊状, 在氮气和真空烧结气氛下制备铜接头, 如图9所示.其中在350 ℃, 0.4 MPa N2气氛中烧结, 剪切强度达到40 MPa, 而真空气氛下烧结仅达到22.4 MPa.Matsuda等[92]使用0.53 μm(A)、0.61 μm(B)和0.95 μm(C)三种不同粒径的铜颗粒, 研究了在还原性气体气氛下, 表面氧化物和铜粉粒径对烧结性能的影响.结果表明, 在N2-3%H2混合气氛中300 ℃无压烧结30 min, 采用0.53 μm(A)粒径的铜材烧结后的剪切强度最高为23 MPa, 其氧化层厚度也最薄(仅为几纳米).Li等[93]研制了一种纳米铜和3-二甲氨基-1,2-丙二醇甲酸铜(DMAPD)配合物组成的铜混合油墨, Cu-DMAPD配合物在140 ℃左右可转化为铜纳米颗粒和DMAPD配体,分散在油墨的大铜纳米粒子周围的小铜纳米颗粒可以在相对较低的温度下烧结, 从而在较大的纳米颗粒之间形成连接, 残留的DMAPD有利于铜纳米颗粒的抗氧化保护, 且可在烧结过程中去除.结果表明, 含质量分数38% Cu-DMAPD 的混合油墨在N2气氛下200 ℃烧结1 h的铜膜导电性最好, 电阻率为18 μΩ·cm. ...
迄今为止, 研究人员针对纳米Cu颗粒的低温烧结应用进行了诸多研究, 取得了一些不错的阶段性成果. 表3为不同形貌粒度的纳米铜原料在不同低温烧结工艺下获得的样品的导电性能和剪切性能对比,证明纳米Cu作为电子材料在封装互连领域中的可行性, 也为未来应用提供了科研基础和理论支撑.根据现有报道分析, 纳米Cu的低温烧结应用仍存在一些亟待解决的难点, 面临应用转化的困境, 主要有以下几个方面: ...
迄今为止, 研究人员针对纳米Cu颗粒的低温烧结应用进行了诸多研究, 取得了一些不错的阶段性成果. 表3为不同形貌粒度的纳米铜原料在不同低温烧结工艺下获得的样品的导电性能和剪切性能对比,证明纳米Cu作为电子材料在封装互连领域中的可行性, 也为未来应用提供了科研基础和理论支撑.根据现有报道分析, 纳米Cu的低温烧结应用仍存在一些亟待解决的难点, 面临应用转化的困境, 主要有以下几个方面: ...
本文的其它图/表
|