激光增材制造超高温氧化物共晶陶瓷研究进展
刘海方, 苏海军, 申仲琳, 姜浩, 赵迪, 刘园, 张军, 刘林, 傅恒志
无机材料学报
2022, 37 ( 3):
255-266.
DOI:10.15541/jim20210608
超高温氧化物共晶陶瓷具有优异的高温强度、高温蠕变性能、高温结构稳定性以及良好的高温抗氧化和抗腐蚀性能, 成为1400 ℃以上高温氧化环境下长期服役的新型候选超高温结构材料之一, 在新一代航空航天高端装备热结构部件中具有重要的应用前景。基于熔体生长技术, 以选择性激光熔化和激光定性能量沉积为代表的激光增材制造技术具有一步快速近净成形大尺寸、复杂形状构件的独特优势, 近年来已发展成为制备高性能氧化物共晶陶瓷最具潜力的前沿技术。本文从工作原理、成形特点、技术分类等方面概述了基于熔体生长的两种典型激光增材制造技术, 综述了激光增材制造技术在超高温氧化物共晶陶瓷制备领域的研究现状和特点优势, 重点介绍了选择性激光熔化和激光定向能量沉积超高温氧化物共晶陶瓷在激光成形工艺、凝固缺陷控制、凝固组织演化、力学性能等方面的研究进展。最后, 指出了实现氧化物共晶陶瓷激光增材制造工程化应用亟需突破的关键瓶颈, 并对该领域未来的重点发展方向进行了展望。
| Technology | Scanning
control | Molten pool
size/mm | Energy density
/(W·cm-2) | Building rate
/(cm3·min-1) | Manufacturing
precision | Preferred
applications | | SLM | Scanner | <0.2 | 106-107 | ~1.3 | High | Net-shaping small- and medium-sized components | | LDED | Laser nozzle | >3 | ~105 | 11.5 | Low | Preparing large-scale components |
View table in article
表1
SLM与LDED技术特点对比[28]
正文中引用本图/表的段落
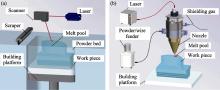
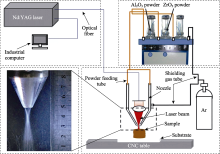
SLM是一种以激光熔凝粉床为特色的快速成形技术。在激光加工之前, 首先在基板或已沉积层表面铺设一定厚度的粉床, 随后激光按预设的扫描路径有选择地熔化粉床, 待凝固后形成新的沉积层。如此循环往复, 直至获得目标零件。SLM是一个铺粉与激光加工交替进行的过程, 激光束的移动通过扫描振镜调控, 光斑直径小, 能量密度大, 所得样件尺寸精度高, 但样件的成形速率较慢, 适合小、中型尺寸样件的近净成形加工。LDED是一种以同轴送粉为特色的快速成形技术。在加工过程中, 激光按预设的扫描路径熔化基板或已沉积层形成熔池后, 原材料粉末被同时送入熔池熔化, 凝固后形成沉积层, 如此逐层叠加直至获得目标零件。LDED是一个连续激光加工的过程, 通过控制激光-粉末同轴喷头实现激光束的移动, 光斑直径较大, 能量密度较低, 所得试样的尺寸精度较差, 但样件的成形速率快, 适合大尺寸样件的加工。SLM与LDED的工艺特点对比如表1所示。
高硬度、低韧性是氧化物共晶陶瓷的本征特点 是制约大尺寸、复杂形状共晶陶瓷样件制备的关键.为了优化激光增材制造氧化物共晶陶瓷的可加工性,研究人员通过采取细化组织、添加硬质相等措施开展了陶瓷增韧的研究工作.Wu等[ 41]通过水冷基板细化组织将LDED制备的Al 2O 3/YAG共晶陶瓷的断裂韧性由5.40 MPa·m1/2增加到5.86 MPa·m1/2, 提升了8.5%.Yan等[ 33, 42]通过采取超声辅助和添加C纤维的方式将LDED制备的Al 2O 3/ZrO 2共晶陶瓷共晶间距由~130 nm细化到~50 nm.在组织细化和纤维增韧的共同作用下, 将断裂韧性由6.52 MPa·m1/2增加到8.70 MPa·m1/2, 提升了33.4%.结果表明, 采取细化组织、添加硬质相等措施有效提高了共晶陶瓷的断裂韧性, 但并未取得质变的效果, 共晶陶瓷的韧性依然处于较低水平. ...
本文的其它图/表
|