王国栋 , 宋永才
, 宋永才
国防科技大学 新型陶瓷纤维及其复合材料重点实验室, 长沙 410073
WANG Guo-Dong, SONG Yong-Cai
中图分类号: TQ174
文献标识码: A
文章编号: 1000-324X(2018)07-0721-07
通讯作者:
收稿日期: 2017-10-30
修回日期: 2018-01-12
网络出版日期: 2018-07-10
版权声明: 2018 无机材料学报编委会 This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
基金资助:
作者简介:
作者简介: 王国栋(1986-), 男, 博士研究生. E-mail:wgd_cs@163.com
展开
摘要
强度、模量和柔顺性作为碳化硅(SiC)纤维重要的力学性能受到纤维直径大小的影响, 而制备工艺中的熔融纺丝过程对纤维直径起决定作用。本工作研究了纺丝温度、纺丝压力和卷绕速度对聚碳硅烷(Polycarbosilane, PCS)原纤维直径的影响, 分析了纺丝过程中纤维断裂的原因, 并初步探究了SiC纤维直径与力学性能的关系。结果表明, 在一定范围内降低纺丝温度、降低纺丝压力和提高卷绕速度均能显著减小原纤维的直径。在连续纺丝的前提下, 最优纺丝工艺下得到的PCS原纤维直径为13.5 μm。随着PCS纤维直径由18.3 μm减小至13.5 μm, SiC纤维直径则由13.8 μm减小至9.5 μm, 而SiC纤维的强度与模量分别由1.7、181 GPa提高至2.9、233 GPa, 强度分布更为集中, 柔顺性得到显著提高。
关键词:
Abstract
Strength, modulus and flexibility as three important mechanical properties for silicon carbide (SiC) fibers can be affected by diameter of SiC fiber, which is controled by specific melt-spinning process. In this study, effects of spinning temperature (T), spinning pressure (P) and winding speed (V) on diameter of polycarbosilane (PCS) fiber were studied. Mechanisms for the fiber breakage during spinning process was explored, and relationship between diameter and mechanical properties of SiC fiber was also analyzed. The results show that diameter of the PCS fiber is significantly reduced either by decreasing spinning temperature, or decreasing spinning pressure or increasing winding speed. The finest diameter of PCS fiber is 13.5 μm with the optimized spinning parameter T=337℃, P=0.2 MPa and V=240 m/min. After high-temperature pyrolysism, diameter of the obtained PCS fiber can be reduced from 13.8 μm to 9.5 μm. Meanwhile, tensile strength of SiC fibers increases from 1.7 GPa to 2.9 GPa, and Young’s modulus increases from 181 GPa to 233 Gpa, respectively, with less dispersed strength distnbution and enhanced flexibility.
Keywords:
连续SiC纤维具有高强度、高模量、耐高温和抗氧化等特点, 是先进陶瓷基复合材料(CMCs)的增强体之一[1,2,3,4,5]。在制备CMCs的过程中, 连续SiC纤维通常被编织成二维或三维的编织物, 这就要求其同时具有优良的力学性能和柔顺性[6]。但SiC纤维作为脆性陶瓷纤维, 柔顺性较差, 随着连续SiC纤维模量的提高, 该问题更为突出。因此减小纤维直径、改善柔顺性对SiC纤维在先进复合材料上的应用具有重要意义, 同时还可以有效提高纤维的力学性能[7]。
连续SiC纤维的制备通常分为聚碳硅烷(Polycarbosilane, PCS)合成、熔融纺丝、不熔化处理和高温烧成四个步骤[8]。熔融纺丝工序是决定纤维直径的关键一步, 适宜的纺丝条件可以有效减小PCS纤维直径, 从而减小SiC纤维直径。由于PCS具有分子量较低、分子结构复杂与多分散性的特点, 纺丝性与通常线性高分子(如PAN)相比较差[9], 有关减小PCS纤维直径的研究多集中于改善PCS的可纺性上。Akira等[10]将聚乙烯基硅烷(Polyvinylsilanes, PVS)作为纺丝助剂加入到PCS中, 经熔融纺丝可将PCS纤维直径由11.8 μm减小至8.2 μm, 经辐照不熔化、1200℃烧成后, SiC纤维的直径由9.1 μm减小至6.0 μm, 强度由2.5 GPa上升到2.7 GPa, 但在PVC与PCS混合过程中需要采用冷冻干燥技术, 工艺较为复杂。汤明等[11,12]采用多支化的液态聚碳硅烷(Liquid Hyperbranched Polycarbosilane, LHPCS)为纺丝助剂与PCS共混, 两者相容性好, 避免了复杂的工艺问题, PCS纤维直径由19.6 μm减小至15.4 μm, SiC纤维直径由14.8 μm减小到9.6 μm, 但由于引入氧含量过高, 纤维强度由2.8 GPa下降至1.8 GPa。楚增勇等[13]采用沉淀分级的方法将PCS分为多个组分, 然后按照一定比例复配, 得到的PCS的分子量近似正态分布, 制得的SiC纤维直径由12.8 μm减小到9.2 μm, 纤维强度由2.2 GPa升高到2.9 GPa。上述研究对于改善PCS可纺性, 减小纤维直径有明显效果, 但有的研究引入了复杂的处理工艺, 增加了制造成本, 有的研究造成纤维力学性能下降, 均难以应用于实际工业生产。
目前, 多数研究为是PCS的组成结构进行改进, 减小纤维直径, 但是对纺丝工艺研究较少。刘辉等[14,15]对熔融纺丝工艺进行了动力学模拟和流变性研究, 认为PCS熔体在离开喷丝口0.02 m即发生固化, 达到最终直径, 同时PCS的粘度对温度有强烈的依赖性, 纺丝温度范围较窄。但均未考虑连续纺丝时间, 且所选PCS性质与现有纺丝级PCS差别较大, 因此对细直径连续SiC纤维制备参考价值较小。
本工作采用纺丝级PCS为原料, 研究熔融纺丝参数, 如纺丝温度、纺丝压力、卷绕收丝速度对纤维直径与纺丝稳定性的影响, 在保证连续稳定纺丝的条件下, 制备出目前纺丝级PCS所能达到的最细纤维直径, 并通过减小PCS纤维的直径减小了SiC纤维的直径, 提高了SiC纤维的力学性能与柔顺性, 以对细直径连续SiC纤维的工程制备提供指导。
以聚二甲基硅烷为原料, 采用常压高温法在400℃ N2气保护下进行热解重排反应, 然后升温至450℃, 保温10 h后冷却至室温, 得到预产物。预产物用二甲苯溶解, 过滤后在350℃减压蒸馏30 min, 冷却至室温得到浅黄色树脂状产物PCS。
将10 g的PCS装入纺丝筒内, 在N2保护下升温至360℃并保温, 使PCS充分熔融、脱出气泡, 然后冷却至305~350℃, 调节纺丝压力与卷绕速度进行纺丝。10 g PCS在单孔纺丝机上纺完需要30~ 34 min, 因此将连续无断头纺丝时间30 min及以上视为可连续纺丝。
将纺成的PCS纤维置于不熔化炉中, 在空气气氛中加热至190℃, 保温2 h得到PCS空气不熔化纤维。将不熔化PCS纤维置于管式石英炉中, 在N2保护下升温至1300℃, 保温1 h得到SiC纤维。
采用Nicolet Avator 360红外光谱仪对PCS进行红外光谱分析, KBr压片, 扫描范围为400~4000 cm-1。采用Wyatt DAWN HELEOS-Ⅱ高效凝胶渗透色谱仪进行GPC (Gel Permeation Chromatography)测试, 以四氢呋喃为溶剂和淋出液, 淋出速率为l mL/min。采用自制熔融纺丝系统, 根据单位时间熔体挤出量计算样品粘度。采用KEYENCE VHX-2000C超景深三维显微系统扫描纤维, 拍摄照片并测量直径, 每个样品测试50根, 取平均值。采用英国Testometrix公司的micro 350型纤维电子强力仪测定纤维的强度。
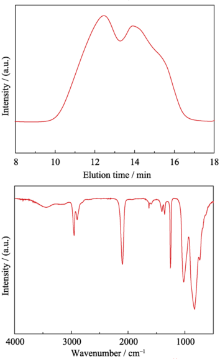
所采用的纺丝原料PCS(以下记为PCS-1)软化点为216~241℃, 其GPC与FT-IR如图1所示。
在N2保护下用PCS-1进行熔融纺丝形成PCS纤维, 熔融纺丝参数, 如纺丝温度、纺丝压力、卷绕速度等均对纤维成型过程的稳定性和纤维直径造成显著影响。
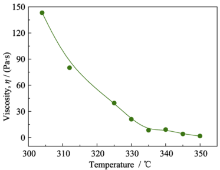
首先, 聚合物的熔融纺丝需要在适当的粘度下进行, 而PCS的粘度对温度有强烈的依赖性。为了确定适宜的纺丝温度, 测定了PCS-1的粘度-温度曲线, 结果如图2所示。从图2可以看出, 当温度处于305~335℃之间时, 随温度升高, PCS-1的粘度急剧降低; 当温度处于335~350℃时, 其粘度在3~10 Pa•s间, 变化趋于平缓。实验发现, 当粘度在5~10 Pa•s时, PCS熔体具有可纺性, 且这一可纺温区很窄, 在可纺温区以外1℃的温度变化都可能使其粘度发生很大变化从而影响稳定成丝。因此选定合理纺丝温度并精确控温是非常重要的。
图2 PCS-1的粘度随温度变化曲线
Fig. 2 Relationship between temperature and melt viscosity of PCS-1
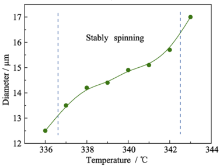
在上述适宜温度范围内, 控制纺丝压力为0.2 MPa, 卷绕速度为240 m/min进行纺丝, 其中纺丝温度及对应PCS纤维直径如图3所示。图3中虚线范围内是可以实现稳定纺丝的区间, 在这个区间之外纺丝时, 开始出现断头增多的现象。从图2可以看出, 对于PCS-1存在一个可以稳定纺丝的温区, 在336~342℃范围, 有6℃的可变范围。采用PCS-1, 在这一温区内通过降低纺丝温度可以保证在稳定纺丝时间>30 min的前提下, 将纤维的直径由15.7 μm减小至13.5 μm。纺丝温度降低时, PCS熔体粘度增大, 在同样压力下, 熔体从喷丝口挤出速度随之降低, 在卷绕速度不变的情况下, 纤维所受牵伸程度增加, 引起纤维直径减小。
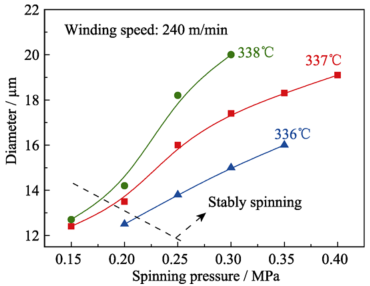
除了纺丝温度, PCS熔融纺丝过程中纺丝压力与卷绕速度也是重要的影响因素。控制卷绕速度为240 m/min, 在不同纺丝温度与不同纺丝压力下进行连续纺丝, 测定纤维的直径与纺丝压力的关系, 结果如图4所示。
在不同纺丝温度下, 随着纺丝压力的降低, 纺成纤维的直径均随之减小。与纺丝温度相似, 同样存在一个可纺压力区间(如图中虚线所示), 在可纺压力区间内, 在稳定纺丝的前提下, 降低压力可以有效减小纤维直径。纺丝温度为337℃时, 在可纺压力区间内, 当压力从0.4 MPa降低至0.2 MPa时, 纤维直径从19.1 μm减小到13.5 μm。从图4还可以看出, 纺丝温度越高, 对应的可纺压力的最小值越低, 这是由于纺丝温度决定了熔体的粘度, 与压力共同影响了PCS的挤出速度, 纺温低和压力小都使得挤出速度降低, 从而减小纤维直径, 但挤出速度过低会造成牵伸程度过大, 纺丝过程不稳定, 从而形成断头。
图4 纺丝压力对PCS纤维直径的影响
Fig. 4 Influence of spinning pressure on diameter of PCS fiber
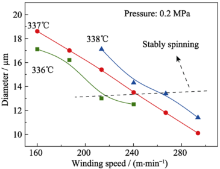
控制纺丝压力为0.2 MPa, 在不同纺丝温度和卷绕速度下进行纺丝, 测定纤维的直径与卷绕速度的关系, 结果如图5所示。在不同纺丝温度下, 均随着卷绕速度的增大, 纺成纤维直径均减小, 稳定纺丝区间如图5所示。纺丝温度与压力共同决定了熔体的挤出速度, 两者保持不变的情况下, 提高卷绕速度, 会增大纤维受牵伸的程度, 从而使纤维直径减小。纺丝温度为337℃时, 在可纺条件下, 当卷绕速度由160 m/min提高至240 m/min时, 纤维直径从18.6 μm减小到13.5 μm。
从上述研究可以看出, 通过调节纺丝过程中的纺丝温度、纺丝压力、卷绕速度可以调控纤维直径。对于所用PCS-1, 适宜的纺丝温度为336~338℃, 纺丝压力为0.15~0.25 MPa, 卷绕速度为213~267 m/min, 在保证稳定纺丝的前提下减小PCS纤维直径, 需要对这三个参数进行精细的控制与组合。
上述实验均为在固定一个或两个参数的情况下进行, 为得出所用PCS所能达到的最细PCS纤维直径, 对可能达到最细直径的参数组合进行纺丝实验, 结果如表1所示。表中PCSf-1、PCSf-6、PCSf-7、PCSf-9的连续纺丝时间均大于30 min, PCS无断头一次性纺完, 表明PCS在该条件下具有稳定纺丝的能力, 其中纺成的PCSf-6纤维直径为13.5 μm。表中其余条件下虽然纤维直径进一步减小, 最低减小至11.8 μm, 但由于对应条件组合牵伸程度过大, 连续纺丝时间缩短, 说明前文给出的稳定纺丝区间为必要条件, 而非充分条件。上述实验研究表明, 在稳定连续纺丝的前提下, 不改变PCS的合成方法和结构, 通过纺丝条件的优化, PCS纤维的平均直径可减小至13.5 μm, 目前商品级Nicalon纤维[9]对应原纤维直径约17~18 μm, 与PCSf-7相当。PCSf-6纤维及PCSf-7的显微照片如图6所示。
表1 纺丝条件与纺丝结果
Table 1 Melting spinning conditions and result of spinning
| Samples | Spinning temperature/℃ | Winding speed /(m•min-1) | Pressure /MPa | Continue spinning time/min | Diameter /μm |
|---|---|---|---|---|---|
| PCSf-1 | 336 | 240 | 0.25 | 35.0 | 14.7 |
| PCSf-2 | 336 | 240 | 0.20 | 10.0 | 12.5 |
| PCSf-3 | 336 | 213 | 0.20 | 27.0 | 13.0 |
| PCSf-4 | 337 | 267 | 0.25 | 14.0 | 14.5 |
| PCSf-5 | 337 | 267 | 0.20 | 3.0 | 11.8 |
| PCSf-6 | 337 | 240 | 0.20 | 32.0 | 13.5 |
| PCSf-7 | 337 | 240 | 0.30 | 35.0 | 17.4 |
| PCSf-8 | 337 | 240 | 0.15 | 0.5 | 12.4 |
| PCSf-9 | 338 | 267 | 0.20 | 34.0 | 13.9 |
| PCSf-10 | 338 | 240 | 0.15 | 16.0 | 12.7 |
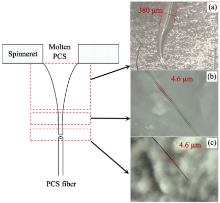
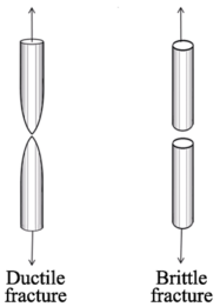
从前述分析可知, 调节纺丝过程参数可以减小纤维直径, 但若纺丝条件脱离稳定纺丝区间, 纤维的断头增多, 无法实现稳定连续纺丝也就无法进一步减小纤维直径。同时, 纤维的断头都可归因于牵伸程度过大, 为研究其原因, 收集纺丝过程产生的断头, 发现断头形成过程如图7所示。从图7可以看出, PCS熔体在牵伸的作用下直径迅速减小, 并稳定在4.6 μm, 延续一段长度后发生断裂。断头处纤维直径显著小于正常纺丝时纤维直径, 出现明显细颈, 并且断裂处存在断裂平面。根据高聚物熔体流变学[16]相关结论, 熔融态高聚物粘度较高时在外力作用下发生断裂有图8所示两种形式。在张力下出现细颈现象说明断裂方式为延展性断裂, 但其断面为明显的脆性断口, 而不是延展性断裂对应的锥形断头。结合实际纺丝过程, 熔体PCS从喷丝口挤出后, 在牵伸作用下直径减小, 进入稳定纺丝状态, 此时若受到较大干扰, 熔融的PCS在牵伸状态下会出现明显的细颈, 进入延展性断裂模式; 与此同时, 由于熔体处于室温环境中, 其温度迅速降低, 熔体逐渐固化, 延展性断裂中止, 纤维直径无显著变化且小于稳定纺丝的纤维直径。纤维变细, 单位面积承受的力增加, 固化的纤维无法承受, 发生脆性断裂。由此可认为, 在超出稳定纺丝区间的条件下, 纤维无法承受牵伸带来的应力, 从而发生断裂, 前期以延展性断裂的形式进行, 同时迅速固化, 最终以脆性断裂的形式断开。
图7 纤维断裂过程示意图和纤维照片
Fig. 7 Illustrated process and photos of fiber breaking
(a) Ductile drawing and curing zone; (b) Transient stable zone; (c) Brittle fracture zone
一般情况下, 原丝在离开喷丝板0.3~0.5 cm时就达到最终直径, 这要求熔体在离开喷丝板后很短的时间内, 直径由380 μm减小至稳定纺丝对应的11~13 μm, 短时间内的巨大形变要求熔体承受一定应力, 趋近于纤维的极限抗拉强度, 此时进一步降低纺丝温度、纺丝压力或提高卷绕速度会造成应力超出PCS纤维承受范围, 纤维发生断裂, 限制了纤维直径的进一步减小。
为证明PCS纤维直径减小对SiC纤维力学性能和柔顺性的影响, 选取四组不同直径的PCS纤维, 经空气不熔化后在高纯氮气保护下1300℃烧成, 不同直径SiC纤维的力学性能如表2所示。
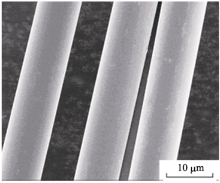
不同直径的PCS纤维经过相同的不熔化和高温烧成处理, 所得SiC纤维的直径也随之变化。随着PCS纤维直径由18.3 μm减小至13.5 μm, SiC纤维直径则由13.8 μm减小至9.5 μm, 而SiC纤维的强度与模量分别由1.7 GPa、181 GPa提高至2.9 GPa、233 GPa。由于未对不熔化过程和烧成过程进行优化, SiC纤维整体强度偏低, 但减小SiC纤维直径可以提高力学性能的优势已得到明显的体现。其中SiC-1纤维的表面形貌如图9所示, 表面光滑无明显缺陷, 径向分布均匀。
纤维的柔顺性可以用纤维的抗弯刚度来表示。纤维的抗弯刚度U是指纤维抵抗弯曲变形的能力, 可以用下式计算:
U=I×E(1)
式中, I为纤维对于中轴的转动惯量, E为杨氏弹性模量。对于圆形纤维有: I=πd4/64, 随着SiC纤维直径由13.8 μm减小至9.5 μm, 抗弯刚度由3.22×10-4 N•mm2下降至0.93×10-4 N•mm2, 下降了约3/4, 可见其柔顺性有显著提高。
表2 不同直径SiC纤维的力学性能
Table 2 Mechanical properties of SiC fibers with different diameters
| Samples | PCS fiber diameter/μm | SiC fiber diameter/μm | Strength /GPa | Modulus /GPa |
|---|---|---|---|---|
| SiC-1 | 13.5 | 9.5 | 2.9 | 233 |
| SiC-2 | 16.0 | 10.7 | 2.4 | 210 |
| SiC-3 | 17.4 | 12.1 | 1.8 | 191 |
| SiC-4 | 18.3 | 13.8 | 1.7 | 181 |
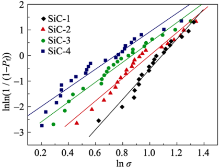
SiC纤维的断裂为脆性断裂, 纤维强度主要是受缺陷的控制, 而缺陷又是随机分布的, 因此其强度具有很大的分散性。采用Weibull分布[17,18]描述SiC纤维的强度分散程度, 进行Weibull统计分析, 结果如图10所示。根据线性拟合曲线的斜率与截距, 可计算得到各纤维的Weibull模数和尺度参数, 结果如表3所示。
图10 不同直径SiC纤维拉伸强度的Weibull统计
Fig. 10 Weibull statistics of tensile strength of SiC fibers with different diameters
表3 不同直径SiC纤维Weibull参数
Table 3 Weibull parameters of SiC fibers with different diameters
| Samples | SiC fiber diameter/μm | Weibull modulus | Scale parameter, σ0/GPa | Related coefficient, R2 |
|---|---|---|---|---|
| SiC-1 | 9.5 | 0.26 | 0.011 | 0.95 |
| SiC-2 | 10.7 | 0.25 | 0.019 | 0.97 |
| SiC-3 | 12.1 | 0.22 | 0.034 | 0.95 |
| SiC-4 | 13.8 | 0.16 | 0.017 | 0.97 |
四组线性拟合曲线的拟合系数均在0.95以上, 这说明SiC纤维的强度数据较好地遵循Weibull分布。随着纤维直径的减小, Weibull统计直线斜率逐渐增大, 即Weibull模数逐渐增大, 表明纤维强度越来越集中。
SiC纤维缺陷对纤维强度的不利影响很大, 并且临界缺陷尺寸越大、纤维的强度就越低。因此减小纤维直径能改善SiC纤维的力学性能主要是由于直径减小能减少烧成过程中气体逸出所需通道, 从而减少烧成后纤维的缺陷, 减少纤维断裂的机会, 提高其力学性能, 并使得强度更加稳定。
本研究以纺丝级PCS为原料, 研究了纺丝过程中各参数对纤维直径和纺丝稳定性的影响, 通过调控纺丝温度、压力与卷绕速度, 获得了更为适宜的纺丝条件, 纺成细直径的PCS纤维, 并通过不熔化处理与高温烧成制得了细直径、力学性能优良、柔顺性好的SiC纤维。主要结论如下:
1) 纺丝过程中, 纺丝温度、纺丝压力、卷绕速度是重要的影响因素。在保证稳定纺丝的前提下, 降低纺温、降低纺丝压力及提高卷绕速度都可以减小纺成纤维的直径。
2) 对于本研究所用PCS-1, 适宜的纺丝温度为336~338℃, 纺丝压力为0.15~0.25 GPa, 卷绕速度为213~267 m/min, 精细的控制纺丝条件, 在保证稳定连续纺丝的条件下, 纺成的PCSf-6纤维直径可减小至13.5 μm。
3) 经相同条件不熔化与烧成, 随着SiC纤维直径由13.8 μm减小至9.5 μm, SiC纤维强度与模量分别由1.7、181 GPa提高至2.9、233 GPa, 强度分布更为集中, 柔顺性也随之提高。
The authors have declared that no competing interests exist.
| [1] |
A review of the development of three generations of small diameter silicon carbide fibres . |
| [2] |
Research and development of continuous SiC fibers and SiCf/SiC composites . |
| [3] |
Use of blended precursors of poly(vinylsilane) in polycarbosilane for silicon carbide fiber synthesis with radiation curing . |
| [4] |
Technological state and industrial development of engineering ceramics . |
| [5] |
Effects of siliconizing on graphitization degree of carbon fiber . |
| [6] |
Design, preparation and properties of non-oxide CMCs for application in engines and nuclear reactors: an overview . |
| [7] |
Effects of defect types on the relationship between tensile strength and diameter of SiC fibers . |
| [8] |
Composition and structure of poly-derived aluminium-containing SiC fibers . |
| [9] |
Synthesis of continuous SiC fibers with high tensile strength . |
| [10] |
Fine SiC fiber synthesized from organosilicon polymers: relationship between spinning temperature and melt viscosity of precursor polymers . |
| [11] |
Preparation of silicon carbide fibers from the blend of solid and liquid polycarbosilanes . |
| [12] |
Study of the silicon carbide fibers from the blend of solid and liquid polycarbosilanes . |
| [13] |
Modulation of spinnable polycarbosilane with a high melting point via fractional precipitation . |
| [14] |
Kinetisc simulation on melt spinning of polycarbosilane . |
| [15] |
Study on rheological property of polycarbosilane . |
| [16] |
|
| [17] |
A statistical distribution function of wide applicability . |
| [18] |
Statistical analysis of the failure stresses of ceramic fibres: dependence of the Weibull parameters on the gauge length, diameter variation and fluctuation of defect density . |

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}