李轩 , 田进
, 田进
LI Xuan, TIAN Jin
中图分类号: TQ174
文献标识码: A
文章编号: 1000-324X(2017)10-1102-07
收稿日期: 2017-01-4
修回日期: 2017-02-26
网络出版日期: 2017-10-20
版权声明: 2017 无机材料学报编委会 This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
基金资助:
作者简介:
作者简介: 李 轩(1982-), 男, 博士, 讲师. E-mail: biluaner@163.com
展开
摘要
采用扩散共渗的方法在TC4合金表面制备了Zr增效硅化物涂层, 研究了涂层在600℃时的摩擦磨损性能, 讨论了其磨损机制。结果表明: 所制备的涂层具有多层结构, 由(Ti, X)Si2 (X代表Zr, Al和V)外层, TiSi中间层和Ti5Si4+Ti5Si3内层组成; 渗剂中添加Zr能够抑制涂层的生长速率, 有利于降低涂层的内应力, 改善其组织致密性。涂层的硬度明显高于TC4合金, 且由外向内呈梯度降低趋势。高温摩擦磨损试验结果表明, Zr增效硅化物涂层能够为TC4合金提供良好的高温磨损防护; 与GCr15对磨时, 涂层的表面只发生了轻微的磨损, 主要为GCr15在其磨损面的擦涂和一定程度的氧化磨损; 与Al2O3球对磨时, 磨损机制为犁削磨损、疲劳磨损、黏着磨损和氧化磨损。
关键词:
Abstract
Zr modified silicide coatings were prepared on TC4 alloy by Si-Zr co-deposition, the wear behavior of the coatings were investigated at 600℃, and the wear mechanisms were discussed. The results show that the obtained coating has a multi-layer structure, consisting of a (Ti, X)Si2 (X represents Zr, Al and V elements) outer layer, a TiSi middle layer and an inner layer composed of a mixture of Ti5Si4+Ti5Si3. Addition of Zr in the pack mixtures can reduce the residual stress in the coating by lowering the coating growth rate, leading to a more compact coating structure. The micro-hardness of the coating is obviously higher than that of TC4 alloy, which shows a decrease tendency from the coating surface to its substrate. The high temperature wear tests reveal that the Zr modified silicide coating can offer effective protection for TC4 alloy at high temperatures. When using GCr15 ball as the counterpart, very slight wear occurred on the worn surface of the coating, and the main wear manners should be the transfers of GCr15 to the coating surface besides a certain extent of oxidation wear. Sliding against Al2O3 ball, the main wear mechanisms of the coating are considered to be plough wear, fatigue wear, adhesive wear, and oxidation wear.
Keywords:
Ti合金具有密度低、比强度高及耐蚀性良好等优异的综合性能, 在先进运载工具及武器领域得到了广泛应用[1-2]。但TC4合金的硬度较低且黏性较大, 抗摩擦磨损性能很差, 特别是当温度超过550℃时, Ti还会与空气中的氧气和氮气发生较强烈的反应, 反应产物脆性较大且疏松多孔, 耐磨性能进一步降低[3-4]。因此, 提高Ti合金的表面摩擦磨损抗力特别是高温有氧环境下的摩擦磨损抗力, 是进一步发掘其应用潜力的关键。
制备表面涂层是提高Ti合金耐磨性能的有效途径[5-8], 在众多的涂层体系中, 硅化物的密度低、硬度高, 具有较好的耐磨性能[9]。同时, 硅化物还具有熔点高、热稳定性良好等优点, 在高温下能够形成抗氧化能力很强的SiO2保护膜[10]。但单一的硅化物涂层脆性较高, 在摩擦或冲击载荷的作用下容易产生开裂甚至剥落而失去保护性[11]。因此, 需要添加其它元素对硅化物涂层进行增效, 以改善涂层的综合性能(如高温耐磨性能)。已有的研究[12-13]表明, 在涂层中添加微量的活性元素如Zr、Y等, 利用其活性元素效应(REE, Reactive Element Effect), 能够有效改善涂层的组织结构及其与基体的结合力, 增加涂层的高温抗氧化及力学性能, 且该效应具有普遍性。
涂层的制备方法是影响其耐磨性能的另一个重要因素。其中, 固体粉末扩散渗方法制备的涂层具有组织均匀致密且与基体合金结合紧密(微冶金结合界面)等特点, 因此涂层在摩擦磨损过程中不易发生开裂或剥落[14]。另外, 采用扩散渗法不仅能够方便地制备出单一的硅化物涂层, 还能够进行多元共渗, 可以方便地在涂层中添加其它元素对其进行增效[15-16]。本工作采用扩散共渗的方法在TC4合金表面制备了Zr增效硅化物涂层, 研究了涂层的组织结构和形成机制, 并通过高温(600℃)摩擦磨损实验, 研究该涂层分别与GCr15和Al2O3对磨的摩擦磨损行为和磨损机制。
实验基材为TC4合金, 其名义成分为: Ti-6Al- 4 V(wt%)。试样为10 mm×10 mm×5 mm的片状, 采用80#~2000# SiC水砂纸将试样各表面逐级打磨光滑后用酒精超声波清洗, 然后冷风吹干。
利用GSL-1400X型管式炉制备Zr增效硅化物涂层。前期实验发现, 组分为15Si-10Zr-5NaF- 70Al2O3(wt%)的渗剂所制备的涂层具有合理的结构和涂层生长速率, 因此本研究采用该组分的渗剂制备涂层并进行高温摩擦磨损实验。在渗剂中, Si粉和Zr粉为被渗元素粉末, NaF为催化剂, Al2O3为填充剂。在制备涂层之前, 采用行星式球磨机对渗剂粉末进行4 h球磨使其充分细化和混合均匀。涂层的制备过程: 将被渗试样埋入装有渗剂的刚玉坩埚内并采用混合有Al2O3粉末的硅溶胶悬混液密封, 然后将坩埚放入管式炉内加热, 升温速率为6℃/min, 同时充入Ar气保护; 当温度升至1100℃后保温4 h, 然后随炉冷却, 得到涂层试样。
采用HT-1000型摩擦磨损试验机分别对TC4合金和Zr增效硅化物涂层试样进行高温摩擦磨损试验。鉴于球-平面的接触方式具有接触状态良好以及损伤形式容易分析等优点, 本研究的摩擦磨损试验均采用球-盘方式进行。摩擦磨损温度为600℃, 摩擦配副分别为GCr15球和Al2O3球, 考察基体和涂层试样分别与低硬度铁基材料和高硬度陶瓷材料在高温下的摩擦磨损行为。其余的摩擦磨损条件为: 磨损载荷500 g, 磨球直径4.76 mm, 回转半径4 mm, 转速224 r/min, 磨损时间60 min。
采用精度为0.01 mg的电子分析天平称取磨损前后试样和磨球的质量, 为减小测量误差, 每组数据均为5次测量的平均值。采用HV-1000型显微硬度仪测量涂层沿截面的硬度分布, 加载的载荷为0.49 N, 保持时间为20 s。利用飞利浦x°Pert-Pro型X射线衍射仪(XRD)分析涂层的相组成(Cu 靶, 40 kV)。采用JSM-6360LV型扫描电子显微镜(SEM/ EDS)观察涂层组织及试样磨损面的形貌, 并分析其组织结构和成分。
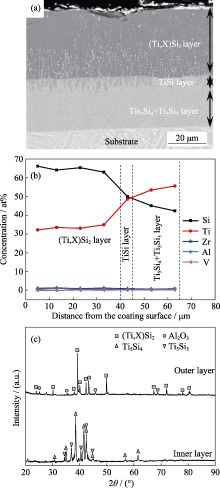
图1(a)为1100℃保温4 h后在TC4合金表面制备的Zr增效硅化物涂层的截面BSE形貌, 可以看出, 涂层的组织致密, 厚约65 µm, 由较厚的深灰色外层, 较薄的中间层和浅灰色的内层组成。对涂层沿截面方向进行EDS成分分析, 结果见图1(b)。涂层外层的典型成分为66.16Si-32.19Ti-1.13Zr-0.52Al(at%), 其中弥散分布的灰白色颗粒相中 Al 含量比灰色基体相略高, 约为1.13at%。结合图1(c)中的XRD图谱和Ti-Si二元相图[17]可知, 涂层的外层主要由(Ti, X)Si2相(X代表Zr, Al和V)组成; 涂层的中间层由灰色和浅灰色相混合组成, 其中灰色相的EDS成分分析结果为9.26Si-48.53Ti-0.83Zr-0.62Al-0.76V(at%), 浅灰色相的EDS分析结果为48.98Si- 49.35Ti-0.76Zr- 0.91Al(at%), 结合Ti-Si二元相图[17]可知该两相均为TiSi, 区别是灰色相中Si和V元素的含量相对略高(由于涂层的中间层只有约5 µm厚, 无法进行XRD分析)。涂层内层的典型成分为42.36Si-55.62Ti- 0.91Zr-0.79Al-0.32V(at%), 结合涂层内层的XRD图谱(利用2000#SiC水砂纸将涂层从表面磨掉约55 µm后进行XRD分析)和TiSi二元相图[17]可知, 它主要由Ti5Si4和少量的Ti5Si3混合组成。
图1 经1100 ℃保温4 h在TC4合金表面制备的Zr增效硅化物涂层的(a)截面BSE形貌, (b)沿截面的EDS成分分布和(c) XRD分析结果
Fig. 1 Cross-sectional BSE image (a), element concentration profiles (b) and XRD patterns (c) conducted on the outer and inner layers of the Zr modified silicide coating prepared on TC4 alloy at 1100 ℃ for 4 h
采用扩散共渗方法制备涂层时, 涂层的形成主要可以分为两个阶段[18]: ① 渗包内被渗元素活性原子的产生、传输和吸附阶段, 该阶段很大程度上受渗包内被渗元素卤化物气相分压的影响; ② 被渗元素的活性原子在基体合金中的反应扩散阶段, 主要受反应扩散速率的影响, 其中共渗温度和渗元素自身的特性如原子半径和熔点(根据经验关系式Q= 32Tm[19]可知, 物质的熔点(Tm)是其扩散激活能(Q)的一个重要参量, 熔点越高其扩散激活能也越高)等与扩散速率密切相关。因此, 渗包内各被渗元素的卤化物气相分压处于合理范围是实现多元共渗的前提条件。表1给出了Si和Zr的卤化物在1000℃时的标准吉布斯形成自由能和相应氟化物气相分压的计算结果(采用的软件为Chemistry 6.1), 可以看出, Si和Zr的氟化物气相分压虽然存在差异, 但总体上处于合理范围, 因此在TC4合金表面实现Si-Zr共渗满足热力学条件。但表1的计算结果同时表明, Zr的氟化物气相分压(ZrF2和ZrF4)明显高于Si(SiF2和SiF4), 因此活性Zr原子在共渗前期能够较快地在渗包内进行传输和吸附, 从而优先占据试样表面, 这在一定程度上抑制了活性Si原子的传输和吸附; 同时, Zr的原子半径(0.227 nm)和熔点(2125 K)明显高于Si的原子半径(0.216)和熔点(1799 K), 导致Zr在基体合金中的扩散速率较Si更低。因此, 渗剂中添加Zr能够在一定程度上降低涂层的生长速率。由于共渗层形成过程中的体积膨胀会导致涂层内产生较高内应力, 延缓涂层的生长速率, 使得涂层中的内应力得以释放, 从而抑制涂层中裂纹或微裂纹的产生, 获得更加致密的组织结构和紧密的涂层/基体结合界面[20]。这种致密的组织结构及紧密界面对涂层的摩擦磨损抗力有益。
表1 渗包中被渗元素氟化物在1000℃时的标准吉布斯形成自由能和平衡气相分压
Table 1 Standard Gibbs formation energies and vapor pressures of the co-deposited species in the pack at 1000℃
| Species | ΔfG/(kJ•mol-1) | Vapor pressure /(1.013×105 Pa) |
|---|---|---|
| ZrF4 | -757.2 | 3.55×10-5 |
| ZrF3 | -701.0 | 9.77×10-7 |
| ZrF2 | -569.7 | 3.68×10-4 |
| ZrF | -81.2 | 1.58×10-9 |
| SiF4 | -716.5 | 1.11×10-6 |
| SiF3 | -624.8 | 3.29×10-11 |
| SiF2 | -631.5 | 6.46×10-8 |
| SiF | -309.6 | 5.83×10-13 |
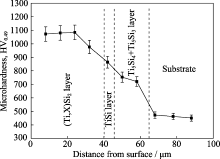
图2给出了Zr增效硅化物涂层沿截面方向的显微硬度分布, 可以看出, 涂层的整体硬度明显高于TC4基体, 且由外向内呈梯度降低趋势。涂层各层的硬度差异主要是由其硅含量引起的: 硅含量最高的外层具有更高的显微硬度, 而Si含量较低的内层硬度也较低。表面硬度较高能够赋予材料更优的抗摩擦磨损性能, 因此Zr增效硅化物涂层将具有较优良的摩擦磨损抗力。同时, 涂层硬度的这种梯度分布特征还能够有效地避免“蛋壳效应”: 在低硬度基体表面制备的高硬度、脆性涂层在摩擦磨损过程中容易在法向应力的作用下发生塌陷[21], 而在基体和表面涂层之间制备硬度相对较低的过渡区域能够避免这一现象的发生[22]。实际上, Zr增效硅化物涂层中硬度相对较低的中间层和内层即可充当涂层外层和基体合金之间的过渡区域, 从而避免上述“蛋壳效应”。
图2 Zr增效硅化物涂层沿截面的硬度分布
Fig. 2 Micro-hardness distribution profile of the Zr modified silicide coating along direction from its near surface to the substrate
2.3.1 摩擦系数和磨损失重
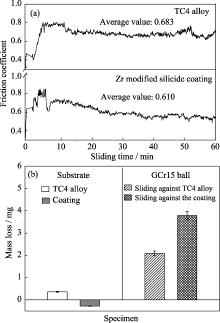
图3(a)和(b)给出了TC4合金和Zr增效硅化物涂层分别与GCr15球在600℃对磨时的摩擦系数和对磨60 min后的磨损失重(图中的负值表示试样在磨损后重量增加), 作为参照, 图3(b)一并给出了GCr15球的磨损失重。图3(a)的摩擦系数曲线表明, TC4合金与GCr15球在对磨约5 min后摩擦系数趋于稳定, 在0.8上下浮动, 再经过约10 min的跑合后摩擦系数逐渐降低至约0.7左右; 涂层试样的摩擦系数在对磨约2 min后就急剧增加至约0.85, 经过约6 min跑合后降低至0.7左右, 此后的20 min内呈逐渐降低的趋势, 并最终稳定在0.6上下。对比TC4合金与涂层试样的平均摩擦系数还可以看出, 涂层试样的平均摩擦系数明显低于TC4合金, 表明与GCr15球对磨时涂层具有明显的减磨作用。由图3(b)的磨损失重可以看出, 涂层试样的磨损失重明显低于TC4合金, 且表现为负值, 说明涂层与GCr15在高温下对磨时能够有效保护TC4合金。但磨损失重结果也表明, 涂层对GCr15球造成的磨损较TC4更加严重。
图3 TC4合金和Zr增效硅化物涂层与GCr15球在600℃对磨时的摩擦系数和磨损失重
Fig. 3 Friction coefficients and mass losses of TC4 alloy and Zr modified silicide coating sliding against GCr15 balls at 600℃
(a) Friction coefficient-time curves; (b) Mass losses of TC4 alloy, the coating and their GCr15 counterparts after sliding for 60 min
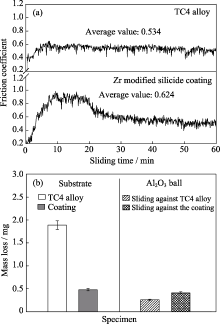
图4为TC4合金和Zr增效硅化物涂层与Al2O3球在600℃对磨时的摩擦系数曲线和对磨60 min后的磨损失重。由图4(a)可以看出, TC4的摩擦系数在整个摩擦过程中比较平稳, 平均值约为0.534。而Zr增效硅化物涂层的摩擦系数在磨损开始约10 min后上升至峰值, 再经过约10 min跑合后降低至0.6左右, 此后趋于平稳。但是, 涂层的平均摩擦系数明显比TC4高, 表明该涂层与Al2O3球在高温下对磨时并无减摩润滑效果。图4(b)中的磨损失重结果表明, Zr增效硅化物涂层的磨损失重只有TC4合金的约1/4, 说明该涂层具有更加优异的摩擦磨损抗力。同时, Al2O3球与涂层对磨时的磨损失重较其与TC4合金对磨时更大, 说明与TC4合金相比, 涂层对Al2O3球造成的磨损更严重。此外, 对比图3和图4可以看出, 与Al2O3球对磨时, TC4合金和涂层的磨损失重均比其与GCr15球对磨时高, 说明Al2O3对TC4合金和涂层造成的磨损比GCr15更加严重。
图4 TC4合金和Zr增效硅化物涂层与Al2O3球在600℃对磨时的摩擦系数和磨损失重
Fig. 4 Friction coefficients and mass losses of TC4 alloy and Zr modified silicide coating sliding against Al2O3 ball at 600℃
(a) Friction coefficient-time curves; (b) Mass losses of TC4 alloy, the coating and their Al2O3 balls after sliding for 60 min
上述结果说明, 在高温下无论是与GCr15还是Al2O3球对磨, Zr增效硅化物涂层均具有优良的高温摩擦磨损抗力, 能够为TC4合金提供有效的高温抗摩擦磨损防护。这与Zr增效硅化物涂层较高的表面硬度、合理且致密的组织结构及其自身良好的高温抗氧化性能等密切相关。
2.3.2 磨损形貌和磨损机制
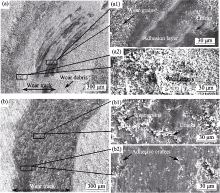
图5为Zr增效硅化物涂层分别与GCr15和Al2O3球在600℃对磨60 min后磨损表面的SEM形貌。由图5(a)可见, 涂层与GCr15对磨后的磨损表面由两部分组成: 一部分是粘附于磨损面上的磨损产物层(图5(a1)所示), 该产物层的主要成分为66.69O-32.66Fe-0.65Cr(at%), 可知其主要为GCr15球的氧化产物。在该产物层上有明显的黏着凹坑和开裂, 可见该产物层会随摩擦的进行而不断破碎和剥落; 另一部分是堆积在磨损面上的大量磨屑, 如图5(a2)所示, 其EDS成分分析结果为63.76O- 33.78Fe-1.21Si-0.60-Ti-0.65Cr(at%), 表明磨屑也主要为GCr15球的氧化产物。这说明GCr15在高温下对Zr增效硅化物涂层造成的磨损比较轻微, 但涂层对GCr15球造成了严重磨损。事实上, 由图3(b)中的磨损失重可知, Zr增效硅化物涂层对GCr15造成的磨损更加严重。此外, 磨损产物中高含量的O也表明GCr15球在磨损过程中发生严重氧化。正是这些黏着产物和大量磨屑使得涂层经过60 min磨损后质量反而有所增加(磨损失重表现为负值)。因此, Zr增效硅化物涂层与GCr15在高温下的磨损机制为较软的GCr15球在其表面的擦涂及一定程度的氧化磨损。
图5 Zr增效硅化物涂层分别与GCr15球(a, a1和a2)和Al2O3球(b, b1和b2)在600℃对磨60 min后磨损面的SEM照片
Fig. 5 Wear morphologies of the Zr modified silicide coating after sliding against GCr15 (a, a1 and a2) and Al2O3 (b, b1 and b2) balls at 600℃ for 60 min
图5(b)为Zr增效硅化物涂层试样与Al2O3球在600℃对磨60 min后磨损表面的SEM形貌, 由图可见, 涂层的磨损表面较为粗糙, 其上分布着大量的黏着凹坑和开裂, 具有典型的黏着磨损和疲劳磨损特征。对磨屑进行EDS成分分析, 发现其典型成分为62.79O-20.76Si-10.57Ti-5.56Al-0.32Zr(at%), 表明其主要由涂层外层的氧化产物SiO2、TiO2和少量Al2O3球的磨屑混合组成, 其中SiO2的含量相对较高。对涂层磨损面上的裸露区域进行EDS成分分析, 其成分为27.37O-47.85Si-23.67Ti-0.59Al-0.52Zr(at%), 其中Si:Ti≈2:1, 可见经过60 min磨损后涂层的(Ti, X)Si2外层未被磨掉, 表明涂层拥有良好的高温摩擦磨损抗力。
材料在高温和常温下的摩擦磨损行为存在显著差异, 这主要归因于两个因素: 首先材料在高温下其自身性能如强度、韧性和硬度等会发生改变; 其次材料的磨损面在高温与摩擦热的共同作用下将发生氧化, 且氧化产物往往会参与到磨损过程中, 加剧磨损程度。王兰等[23]的研究表明, TC4合金在常温下与GCr15对磨时磨损面会出现严重的犁削和黏着磨损, 磨损更严重的一方是TC4合金。但是, 在本研究中, GCr15球的硬度在高温下(600℃)会明显降低, 而TC4合金的强度和硬度变化相对较小, 因此高温下TC4合金和GCr15球对磨时双方均产生了严重的磨损。与Al2O3球对磨时, Al2O3的高硬度使其能在TC4表面产生较深的吃入, 造成严重犁削磨损。同时, TC4合金的磨损面在高温下会快速发生氧化, 并且形成的氧化产物保护性很差, 使其磨损表面始终处于一种磨损→氧化→再磨损→再氧化的动态过程, 因此无论是GCr15还是Al2O3均对TC4合金造成了较为严重的磨损。
Zr增效硅化物涂层的表面硬度较高, 因此GCr15球很难切入其磨损面。相反, 在相对滑动过程中涂层对GCr15球产生了严重的犁削作用, 并产生大量的磨屑。这些磨屑部分被排出磨损面, 部分会重新参与到磨损过程中, 并逐渐被碾压而形成较为松散的磨损产物层, 从而在一定程度上保护涂层的磨损面, 起到减磨润滑的作用。图3(a)中的摩擦系数在6 min后出现明显下降, 可能与该磨损产物层的形成密切相关。可见, Zr增效硅化物涂层与GCr15在高温下对磨后磨损比较轻微, 主要机制为GCr15组织在涂层磨损面的擦涂和一定程度的氧化磨损。上述摩擦磨损机制很好地解释了涂层在与GCr15对磨60 min后质量增加的现象。与Al2O3球对磨时, Al2O3球的高硬度使其能够少量吃入涂层磨损面, 在磨损初期造成一定程度的犁削磨损。但在高温和摩擦热的双重作用下, 涂层的(Ti, X)Si2外层会很快发生氧化。需要说明的是, 由于Ti与O的亲和力略强于Si, 单一TiSi2氧化后的表面氧化膜外层主要由TiO2组成[24]。但本研究的EDS成分分析结果证明Zr增效硅化物涂层的磨损表面生成了大量的SiO2, 这与涂层中的活性元素Zr密切相关。已有的研究表明, 活性元素与O具有很高的亲和力, 其在氧化初期能够优先氧化并为氧化膜的形成提供核心, 从而促进保护性氧化膜的形成[25]。SiO2在高温下具有一定的流动性和粘附性, 磨损表面大量SiO2的生成一方面能够在高温下阻止O向内扩散, 防止涂层磨损面的进一步氧化; 另一方面能够避免摩擦配副之间的直接接触, 起到一定的减磨润滑作用[26]。图4(a)中涂层的摩擦系数在磨损约20 min后发生明显的降低, 与SiO2的形成密切相关。因此, 涂层试样在高温下依然具有优良的磨损抗力。但是, 受涂层高硬度的影响, 其磨损面和次表面在摩擦载荷的循环作用下会逐渐萌生微裂纹, 这些微裂纹会随摩擦的进行而逐渐扩展, 并最终导致磨损面组织剥落, 造成疲劳破坏。另外, SiO2在高温下具有一定的粘性, 这种特性会导致摩擦配副间产生粘着磨损, 使得涂层与Al2O3球在600℃对磨时的摩擦系数始终处于相对较高值。
1) 采用扩散共渗的方法在TC4合金表面制备了Zr增效硅化物涂层, 所制备的涂层组织致密, 具有多层结构, 由外至内分别为 (Ti, X)Si2 (X代表Zr, Al和V)外层, TiSi中间层和Ti5Si4+Ti5Si3内层。渗剂中添加Zr能够在一定程度上抑制涂层的生长, 有利于改善涂层的致密性。
2) Zr增效硅化物涂层的硬度明显高于TC4合金, 且由涂层的硬度分布由外向内呈梯度降低的趋势。
3) Zr增效硅化物涂层具有优良的高温摩擦磨损抗力, 是由于其较高的表面硬度、合理且致密的组织结构及其自身良好的高温抗氧化性能。
4) 涂层与GCr15对磨时的磨损非常轻微, 磨损机制主要是GCr15在涂层表面的擦涂和一定程度的氧化磨损; 与Al2O3球对磨时, 涂层的磨损失重只有TC4合金的约1/4, 磨损机制主要为犁削磨损、疲劳磨损、黏着磨损和氧化磨损。
| [1] |
The future of metals . |
| [2] |
Effect of electrochemical state on corrosion-wear behaviors of TC4 alloy in artificial seawater . |
| [3] |
Mechanisms of abrasive wear in the grinding of titanium (TC4) and nickel (K417) alloys . |
| [4] |
Dry sliding wear of Ti-6Al-4V alloy as influenced by the counterface and sliding conditions . |
| [5] |
Application of titanium alloy in airplane . |
| [6] |
Tensile properties and fracture toughness of TiAl alloys with controlled microstructures .
|
| [7] |
Response of Ti-6Al-4V and Ti-24Al-11Nb alloy to dry sliding wear against hardened steel .
|
| [8] |
Tribological properties of laser surface textured and plasma electrolytic oxidation duplex-treated Ti6Al4V alloy deposited with MoSi2 film . |
| [9] |
Microstructure and wear properties of silicide based coatings over Mo-30W alloy . |
| [10] |
Formation of silicide coatings on the surface of a TiAl-based alloy and improvement in oxidation resistance . |
| [11] |
Oxidation of the intermetallics MoSi2 and TiSi2-A comparison . |
| [12] |
Effect of zirconium addition on cyclic oxidation behavior of platinum-modified aluminide coating on nickel-based superalloy . |
| [13] |
Role of reactive elements in alloy protection . |
| [14] |
Microstructure and high temperature oxidation resistance of Si-Al-Y co-deposition coatings prepared on TiA alloy by pack cementation process . |
| [15] |
The kinetics of multilayered titanium- silicide coatings grown by the pack cementation method . |
| [16] |
Development and growth of boron- modified and germanium-doped titanium-silicide diffusion coatings by the halide-activated pack-cementation method . |
| [17] |
Reassessment of the binary aluminum- titanium phase diagram . |
| [18] |
Analyses of the gaseous species in halide- activated cementation coating packs . |
| [19] |
|
| [20] |
Chemical vapour deposition of coatings . |
| [21] |
Wear resistant multilayer nanocomposite WC1x/C coating on Ti-6Al-4V titanium alloy . |
| [22] |
Tribological behavior of plasma Mo-N surface modified Ti-6Al-4V alloy . |
| [23] |
Effect of temperature and load on wear performance of TC4 alloy . |
| [24] |
SCHÜTZE M. Oxidation protection of γ-TiAl-based alloys (A review) . |
| [25] |
Mechanical aspects of the rare-earth effect . |
| [26] |
Tribological behavior of SiC coating on C/C composites against SiC and WC under unlubricated sliding . |

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}