
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
纳米FePO4的合成及其正极材料LiFePO4/C的电化学性能研究
[武玉玲 , 蒲薇华, 任建国, 姜长印, 万春荣]
, 蒲薇华, 任建国, 姜长印, 万春荣]
, 蒲薇华, 任建国, 姜长印, 万春荣]
|
|


武玉玲(1981-), 女, 助理研究员. E-mail:yuling1521@126.com
以Fe3+为铁源, 采用控制结晶技术合成了纳米FePO4·
Nano FePO4·
自Goodenough小组[ 1]首次报道LiFePO4可以作为锂离子电池正极材料以来, 因其循环性能和热稳定性明显优于其它正极材料, 一直被认为是极具前景的动力锂离子电池正极材料[ 2, 3, 4, 5, 6]. 但是LiFePO4是绝缘体, 其极低的电子电导率(10-9~10-10 S/cm)和锂离子扩散速率(1.8×10-14 cm2/S)[ 7, 8]极大地限制其电化学性能发挥, 导致其首次充放电效率及倍率性能较差, 严重制约其在动力锂离子电池中的大规模应用. 目前, 商用LiFePO4一般为微米级, 合成方法主要是固相高温合成, 并通过掺杂、包覆等工艺提高材料的电导率以提高倍率性能[ 9, 10], 但效果并不理想. 近期研究表明, 合成纳米级的LiFePO4可以缩短Li+的扩散距离, 提高材料的锂离子电导率和材料利用率[ 3, 11, 12, 13], 从而有效提高其倍率性能.
合成纳米级LiFePO4的方法主要有溶胶-凝胶 法[ 14, 15]、水热法[ 16]、机械球磨法[ 17]、共沉淀法[ 18, 19]、碳热还原法[ 20, 21]以及微波合成法[ 22]等. 控制结晶工艺是本实验室经过十多年研究实践摸索出的独特技术[ 23], 该技术主要用于合成微米级、高密度球形正极材料前驱体[ 24, 25, 26], 该技术易于控制, 也易于工业化. 本工作以廉价的Fe3+为铁源, 首先采用固液相控制结晶技术合成出纳米级FePO4· xH2O, 然后用碳热还原法通过控制其锂化过程进一步合成出纳米级LiFePO4/C复合材料, 并对其倍率性能进行详细研究.
1.1.1 控制结晶技术合成纳米FePO4
分别将Fe(NO)3、H3PO4混合溶液和NH3·H2O溶液用蠕动泵连续输入控制结晶反应器中, 反应液在充满反应器后自然溢流排出. 由于FePO4· xH2O晶体成核和长大的速度非常快, 并且晶体成核的速度大于晶体长大的速度, 需要严格控制反应体系的温度、pH值、固液比、反应液的浓度、进料速度及流体力学条件, 缩短反应时间, 强化搅拌强度, 抑制FePO4· xH2O的团聚和长大, 从而获得纳米级的FePO4· xH2O. 溢流出的反应液先经固液分离、洗涤、干燥等处理后转移至马弗炉中, 在500℃热处理4 h脱水后得到纳米FePO4前驱体.
1.1.2 碳热还原合成纳米LiFePO4/C
将上述所制备的纳米FePO4前驱体与蔗糖水溶液搅拌成泥浆状, 使蔗糖均匀覆盖在FePO4粉末的表面, 加入化学计量比的Li2CO3及适量乙醇研磨均匀后( n(Li): n(Fe): n(C)=1.0:1.0:1.2), 置入程序控温管式炉中, 在高纯N2 (99.999%)保护下, 分别在600℃、700℃、800℃热处理10 h, 通过碳热还原反应, Fe3+被还原为Fe2+, 剩余的碳包覆以及分布在LiFePO4周围, 得到纳米LiFePO4/C复合粉体, 分别标记为S600、S700、S800. 先用重铬酸钾滴定法测定样品中铁的含量, 然后计算得到各样品包覆的碳含量分别为5.41%、5.16%、4.78%.
以所合成的纳米LiFePO4/C复合粉体为正极活性物质、乙炔黑为导电剂, 聚四氟乙烯(PTFE)溶液为粘合剂, 按质量比8:1:1的比例混合均匀, 用压片机压成厚度约为0.6 mm的薄片, 裁剪成φ6 mm的圆片后, 在120℃的真空干燥箱内干燥24 h作为工作电极, 以金属锂片作为负极, Celgard2400微孔聚丙烯膜为隔膜, 1 mol/L 的LiPF6/(EC+DEC)(体积比1:1)为电解液, 在充满干燥氩气(湿度<5×10-6)的手套箱内组装成实验电池.
TG/DSC分析采用NETZSCH热分析仪, 温度范围为室温至1000℃, 升温速率为10 ℃/min; 用X射线衍射仪(D/max-rB, 日本理学)对前驱体FePO4及LiFePO4/C进行物相分析; 用扫描电镜(S5500, Hitachi)观察样品的微观形貌; 用比表面测试仪(SSA-4200, Builder)测定样品的比表面积; 用LAND电池测试系统(武汉兰电电子有限公司)对实验电池进行恒流充放电循环测试, 测试条件为: 室温, 2.5~4.2 V, 以0.1 C、1 C、5 C、10 C和15 C恒流充放电.
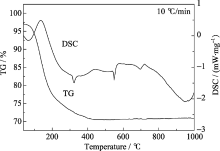
图1为FePO4· xH2O在氩气气氛下, 以10 ℃/min速度升温的TG/DSC分析曲线. 从图1中可以看出, FePO4· xH2O从室温至1000℃大体经过三个反应过程: (1)100℃时TG曲线出现失重拐点, 100~200℃时样品快速失重, DSC曲线呈现向上吸热峰, 这一吸热峰对应FePO4· xH2O的失水过程[ 10], 通过TG/DSC数据计算得出 x=2.06; (2)330℃附近出现放热峰及快速失重, 此处应为FePO4· xH2O沉淀过程中夹带出的NO3-、NH4+分解; (3)在550℃和700℃左右分别出现放热峰, 且期间没有质量损失, 这分别对应磷酸铁从无定型转变为α晶型、从α晶型转变为β晶型的两个过程[ 27]. 从TG曲线可以看出, 500℃以后TG线变化平缓, 基本没有质量损失, 可以认为FePO4· xH2O在500℃时已完全失水.
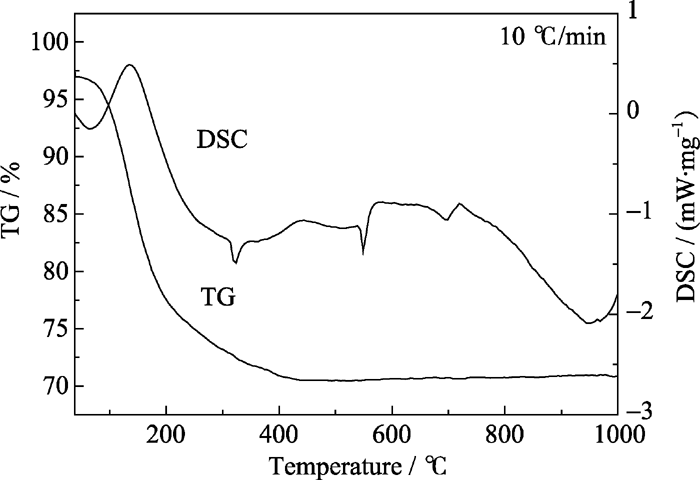 | 图1 FePO4· xH2O的TG/DSC曲线Fig. 1 TG/DSC curves of FePO4· xH2O |
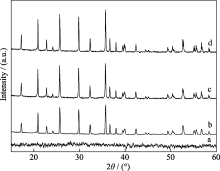
图2是FePO4· xH2O及不同烧结温度合成的LiFePO4/C的XRD图谱. 可见, 采用控制结晶合成的FePO4· xH2O为无定形, 经不同温度煅烧的LiFePO4/C复合粉体图谱与橄榄石结构、正交晶系的LiFePO4的XRD图谱(JCPDS81-1173)一致, 煅烧温度不同时, 材料的衍射峰数以及衍射峰的位置基本相同, 各合成产物的衍射峰峰形尖锐, 无任何杂相存在, 表明在实验条件下合成出了晶格完整、结晶程度较高的LiFePO4. 随着煅烧温度的升高, 衍射峰的强度明显增强, 表明煅烧时间的延长可以提高材料的结晶度. 各样品的衍射峰中不存在碳的衍射峰, 说明在合成样品过程中加入的蔗糖并没有影响样品的物相结构.
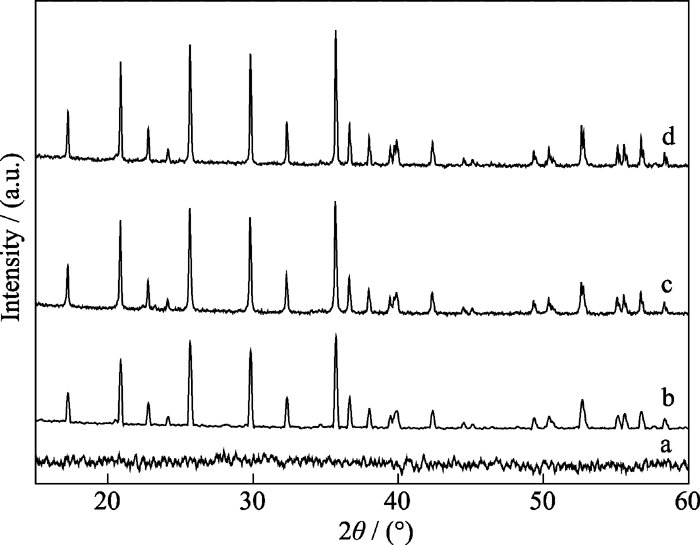 | 图2 纳米FePO4· xH2O及不同温度煅烧的纳米LiFePO4/C粉体的XRD图谱Fig. 2 XRD patterns of nano FePO4· xH2O and LiFePO4/C composites calcined at different temperatures(a) FePO4· xH2O; (b) S600; (c) S700; (d) S800 |
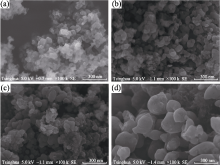
图3是FePO4前驱体及纳米LiFePO4/C粉体的SEM照片. 从图3中可以看出, FePO4前驱体的颗粒粒径在30~50 nm, 粒径均匀, 且粒度分布范围较窄.LiFePO4/C样品的颗粒粒径比前驱体的颗粒粒径有所增大, 且随煅烧温度的升高, 粒径也有明显增大, S600的颗粒粒径在40~70 nm, S700的颗粒粒径在40~100 nm, 而S800的颗粒粒径均大于100 nm, 粒度明显增大. 这是因为随着煅烧温度的升高, 晶体在不断地生长和完善, 因此颗粒粒径有所增大, 这与上面XRD图谱分析中, 样品峰形窄且尖锐相对应.从SEM照片可以看到, LiFePO4周围分布着反应剩余的碳, 这一方面将有利于提高材料的电子电导率, 另一方面部分碳的存在一定程度上限制了LiFePO4颗粒的持续生长和团聚. 经测试, FePO4前驱体、S600、S700和S800样品的比表面积分别为105.7、84.3、79.8和59.2 m2/g, 较大的比表面积有助于活性物质与电解液的充分接触, 从而有助于锂离子在活性物质与电解液间的传输.
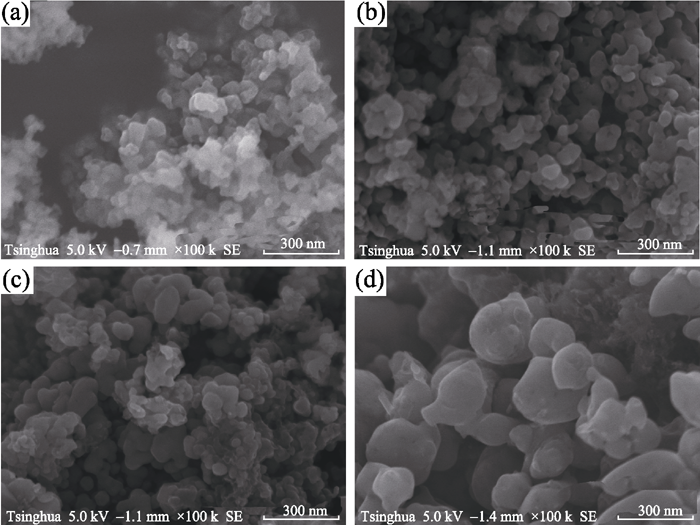 | 图3 FePO4前驱体及不同温度煅烧所得LiFePO4/C粉体的SEM照片Fig. 3 SEM images of nano-FePO4 precursor and LiFePO4/C composites calcined at different temperatures(a) FePO4; (b) S600; (c) S700; (d) S800 |
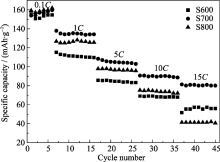
图4为不同温度下煅烧合成纳米LiFePO4/C粉体在不同充放电倍率下循环性能曲线, 从图中可以看出, 低倍率时, 随着煅烧合成温度的降低, 放电比容量也有所降低, S800在0.1 C倍率下放电比容量最高, S700次之, S600最差, 这与前面的物相分析相一致, 结晶度较高的样品其小倍率放电比容量也更高. 但是S700的倍率性能却明显优于S800和S600, 这是由于虽然S800结晶最完美, 但是其颗粒较大, 锂离子的扩散路径变长, 因此大倍率时锂离子扩散速率降低, 颗粒中心附近的活性物质得不到有效利用, 导致其倍率性能降低; 而S600的结晶度最差, 其在小倍率时放电比容量最低, 但是由于其颗粒细小, 大倍率时锂离子的扩散速率较高, 因此它在15 C倍率下放电比容量超过S800; S700具有较高的结晶度, 且其颗粒粒径也较小, 表现出优越的倍率性能, 这与前面的物相分析及形貌分析是一致的, 说明材料的结晶度及颗粒粒径对材料的倍率性能具有显著影响. 从图4还可以看出, 在0.1 C倍率下经过5次充放电循环后, 又依次在1 C、5 C、10 C、15 C倍率下分别经过10次充放电循环后, 各样品都保持了较高的容量保持率. 表1列出了不同温度下煅烧合成纳米LiFePO4/C粉体在不同倍率下的放电比容量.
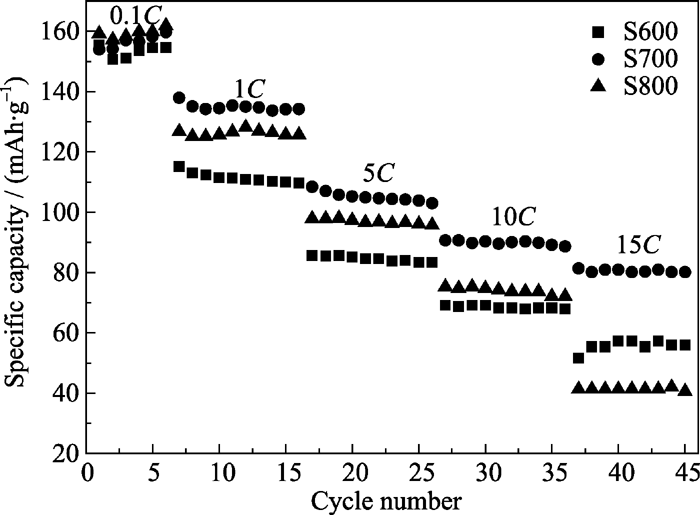 | 图4 不同温度下煅烧合成纳米LiFePO4/C样品在不同倍率下循环性能曲线Fig. 4 Cycle performance of the nano LiFePO4/C composites at different rates |
| 表1 不同温度下煅烧合成纳米LiFePO4/C样品在不同倍率下的放电比容量 Table 1 Specific discharge capacity of nano LiFePO4/C composites at different rates |
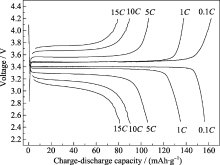
图5是S700样品在不同充放电倍率下的充放电曲线, 由图5可见, 随着放电倍率的增大, 样品的放电比容量逐渐减小, 放电电压平台降低, 当充放电倍率为0.1 C时, S700样品的首次放电比容量为156.5 mAh/g, 是理论容量的92.1%, 充放电效率为96.4%, 当充放电倍率为1 C、5 C、10 C、15 C时, 样品的放电比容量分别达到134.9、105.8、90.3和80.9 mAh/g, 表现出较好的倍率性能.同时还可以看出随着充放电倍率的增大, S700极化程度也相应增大.
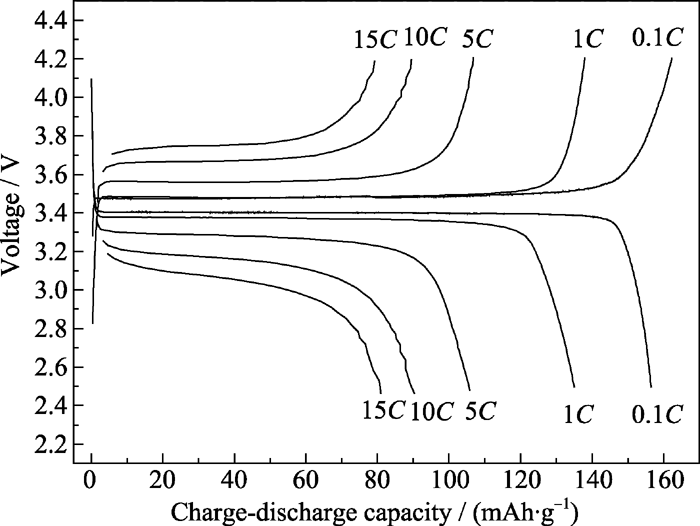 | 图5 S700样品在不同充放电倍率下的充放电曲线Fig. 5 Charge-discharge curves of S700 sample at different rates |
以硝酸铁、磷酸、氨水为原料, 通过控制反应体系的固液比、反应液的浓度、进料速度、反应时间及反应温度等条件, 以控制结晶技术合成出纳米级FePO4· xH2O, 然后通过控制并优化其锂化过程, 以碳热还原法合成了纳米级LiFePO4/C正极材料.合成产物具有完整的橄榄石型LiFePO4晶体结构, 700℃煅烧10 h合成样品的颗粒粒径在40~100 nm范围内, 具有较大的比表面积. LiFePO4/C的纳米化有效地缩短了锂离子的扩散路径, 增大了锂离子扩散速率, 提高了活性物质的有效利用率. 700℃合成样品在0.1 C、1、5 C、10 C、15 C时的放电比容量分别达到156.5、134.9、105.8、90.3和80.9 mAh/g, 表现出较好的倍率性能和容量保持率.
利用控制结晶技术合成纳米FePO4· xH2O, 进而以碳热还原法合成纳米LiFePO4/C的工艺过程简单、易控制、成本低、效率高, 合成的样品表现出了较好的电化学性能, 但是其倍率性能还有待进一步提高, 本课题组将在下一步工作中进行深入研究.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|